EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Застонова зварювання задніх шкарп'янок TIG+MIG
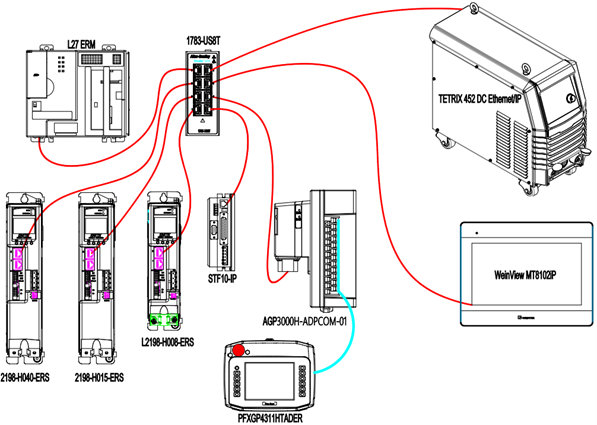
Наше обладнання використовує найдосконаліший і найстабільніший протокол цифрового зв’язку Ethernet/IP, який забезпечує стабільність і своєчасний внутрішній зв’язок обладнання, а також зберігає найнадійніший інтерфейс і найзручніший протокол зв’язку для користувачів, щоб досягти цифровізації заводського рівня в майбутнє.
- Огляд
- Рекомендовані продукти
- Сенсорний & зворотний
- Онлайн налаштування
- AVC-Управління напругою дуги
- Візуалізація фактичного значення
- Віддалена підтримка
- Від отвору до отвору
- Журнал даних
FIT-FAB-I-S-12M - це робоча станція зварювання дугою з аргоном, яка спеціально розроблена для заварювання за загоном сталевих труб і апаратури великих розмірів (сталеві труби, локтеві, фланси, стрічки, зміну діаметрів тощо Обсяг застосування 1-12 м довжини сталевої труби і фланцу /1,5 локтева/одиниця/різномірний діаметр зовнішнього кольця з'єднання аргонової дуги; Придатний діаметр заготовки Φ200mm ~ 1000mm.
Робоча станція використовує затискний механізм поворотного приводу фіксованого патрона для обертання сталевої труби, чотири групи рухомих роликів для перетягування фітинга труби, крокуючу зварювальну раму переміщують у положення для стикового зварювання, зварювальний пістолет за поворотом модуля, відстеження для виконання стикового зварювання труб і фланців, колін, трійників, змінного діаметра.

Таблиця параметрів продукту:
|
Товар |
Технологічний параметр |
|
|
Вхідна напруга |
380В±10% 50±1Гц Трифазний п'ятипровідний |
|
|
Джерело живлення для зварювання |
Phoenix 650 puls TETRIX 200 SMART HOT WIRE |
|
|
Зварювальні процеси |
GTAW: Валюта шва: 5A-550A Робочий цикл (40 ℃): 420 A 100% |
|
|
GMAW Валюта шва: 5A-550A Робочий цикл (40 ℃): 420 A 100% |
||
|
Пила Валюта шва: 20A-650A Робочий цикл (40 ℃): 60% 590 A; 100% 500А |
||
|
Температура середовища |
-20℃~50℃ |
|
|
Заготовка Специфікація |
Діаметр труби |
φ63~610 мм |
|
Товщина стіни |
3~70 мм |
|
|
Довжина |
200~6000 мм |
|
|
Матеріал |
Вироби з вуглецевої сталі, легованої сталі, нержавіючої сталі, низькотемпературної сталі, оболонок трубопроводів. |
|
|
Вимога до кута скосу |
Форма канавки V, подвійна V-подібна, U-подібна форма, тип I, U-подібна форма з вузьким зазором, кут скосу 3~ 37,5° |
|
|
Форма шва |
Різні секції труб стикуються кільцевими зварними швами та вставляють внутрішні та зовнішні кутові шви, такі як труба – труба, труба – коліно, труба – фланець, труба – трійник, труба – велика (мала) головка, фланець – труба – фланець, фланець – коліно, і т. д. Фланці включають: фланець втулки та плоскі зварні фланці. |
|
|
Форма складу обладнання |
Роздільний тип: трикулачковий самоцентруючий механізм приводу патрона повністю відокремлений від зварювального оператора та може рухатися вздовж доріжки електрично, щоб полегшити завантаження та розвантаження труб вперед і назад. |
|
|
Зварювальний апарат |
Стовпець |
Ефективний удар Режим приводу: серводвигун + трапецієподібний гвинт + лінійна напрямна |
|
Пучок |
Ефективний удар Режим приводу: серводвигун + кульковий гвинт + лінійна напрямна |
|
|
Шасі |
Розмір Режим руху: перетворювач частоти + ролик + рейка |
|
|
Система приводу |
Режим приводу |
Серводвигун, редуктор, патрон приводять в обертання трубу. |
|
Навантажувальна здатність |
Вертикальна вага 2 тонни, ексцентрична вага 100 кг. |
|
|
Макс. крутний момент |
≥2000 Нм |
|
|
Швидкість обертання |
0,05-2 об/хв, безступінчасте регулювання (привід серводвигуна 3 кВт) |
|
|
Центральна висота патрона |
≤ 1000 мм |
|
|
Система управління |
Програмне забезпечення керування |
Управління ПЛК Rockwell і програмне забезпечення для керування включають 10 наборів зрілих програм процесу зварювання та максимальне зберігання 50 наборів програм процесу зварювання. |
|
Дистанційне керування |
Діалоговий інтерфейс HMI оператора Pro-Face Manual. |
|
|
Пароль |
Система керування може керувати паролями для розрізнення дозволів користувачів. |
|
|
Автоматичне збереження та пам'ять про збій живлення |
Система має автоматичне збереження та функцію пам’яті про збій живлення, що може запобігти ризику, спричиненому збою живлення. |
|
|
Діапазон налаштування параметрів зварювання |
Швидкість обертання заготовки 0-1000 мм/хв, довжина скосу 5-30 мм, зварювальний поворот 0-20 мм, швидкість повороту: 0~300 мм/хв, ліворуч і праворуч залишаються приблизно 0-3 с, доступні попередні налаштування та точне налаштування. |
|

Система живлення для зварювання:
· Аргонодугове джерело живлення TETRIX 452 DC DC імпульсне аргонодугове зварювання виробництва німецької компанії EWM. Зварювальний апарат має хороші механічні характеристики, стабільну та надійну безперервну роботу, а його імпульсна функція відповідає технічним вимогам наплавлення.
· Джерело живлення TETRIX 200 SMART HOT WIRE від EWM використовується.
· Саморозроблений автоматичний TIG зварювальний пальник з водяним охолодженням, номінальна пропускна здатність 300A, міцний, хороший захисний ефект.
· Має хорошу стабільність дуги як при високій, так і при низькій напрузі дуги.
· Джерела живлення, розроблені для зв'язку з використанням більшості стандартних протоколів, таких як TCP/IP (LAN), CAN тощо, можуть безпосередньо спілкуватися з PLC.

СИСТЕМНИЙ КОНТРОЛЕР І ДИСТАНЦІЙНИЙ КОНТРОЛЕР
ПРОГРАМНЕ ЗАБЕЗПЕЧЕННЯ СЕРІЇ WO-ACS на базі