EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Станція покриття труб
Станції обробки труб використовують процес зварювання TIG з гарячим дротом. Підходить для автоматичного зварювання дроту з вуглецевої сталі, дроту з нержавіючої сталі, дроту на основі нікелю, зносостійкого зварювального дроту та інших. В основному використовується для антикорозійної обробки внутрішньої стінки труб довжиною 12 метрів для гарячекатаних сталевих труб, безшовних сталевих труб, обробки внутрішнього діаметра кованих труб від 130 мм до 850 мм.
- Огляд
- Рекомендовані продукти
- -Сенсорний та відступ
- -Онлайн налаштування
- -AVC-Контроль напруги дуги
- -Візуалізація фактичного значення
- -Дистанційна підтримка
- -Від отвору до отвору
- -Журнал даних
FITco має честь представити модель XHL-PCS станції обшивки, яка розроблена для труб і резервуарів для нафти і газу, хімічної промисловості, виробництва клапанів, тискових суден та інших галузей.
Обладнання в основному використовується для антикорозійного зварювання внутрішньої стінки труб довжиною менше 12,5 м, зварювальна труба приводиться в рух обертанням кінцевого порожнистого патрона, зварювальна горілка позиціонується за допомогою тросового підйому та направляючого обладнання і завершує зварювання в каналі.
Він підходить для облицювання гарячекатаних сталевих труб, безшовних сталевих труб, труб для кування’
внутрішній діаметр від 130 мм до 850 мм.
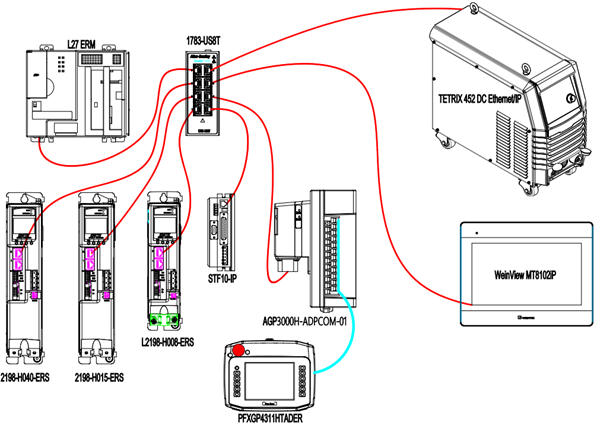
Воно живиться від зварювального джерела EWM Germany TETRIX 452 DC імпульсного дугового зварювання та термозварювального джерела TETRIX 200 Hot Wire.

Застосування
- Діаметр заготовки: φ850 мм зовнішній діаметр Макс, 140 мм внутрішній діаметр мінімум (після облицювання)
- Довжина заготовки: до 12,5 м
- Товщина стінки заготовки: 9,53 до 80 мм
- Вага заготовки: до 5 т
- Матеріал труби: API 5L Gr.B, X52, X60, X65, нержавіюча сталь, CrMo сталь тощо.
- Матеріали та специфікації дроту: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi діаметр дроту s1.2 мм;
- Форма фаски: зварювання внутрішньої стінки без ухилу
- Пара фасок: Немає;
- Позиція зварювання: зварювання в позиції 1G (зварювальний пістолет не рухається, обертання заготовки)
- Метод зварювання: гарячий дріт TIG
- Вимоги до розігріву: Згідно з процесом зварювання, система не налаштована на розігрів системи.
- Вимоги до інспекції зварного шару: 100% UT шарування/100% PT
- Типові заготовки: гарячекатані сталеві труби, безшовні сталеві труби, ковані труби тощо.

Таблиця параметрів продукту:
|
1 |
Тип джерела живлення |
DC тип інвертора |
|
2 |
Зварювальний струм Цикл роботи(40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
Струм гарячого дроту Цикл роботи(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Напруга відкритого контуру |
80 В |
|
5 |
Вхідна напруга |
3×400В ((-25%+20%) 50/60Гц |
|
6 |
Вхідна потужність |
60 KVA |
|
7 |
Охолодження інвертора |
Повітряне охолодження |
|
8 |
Дисплей |
5.7” сенсорна панель ручного управління / 12” сенсорна панель на контрольному щиті |
|
9 |
Метод налаштування даних |
Налаштування сенсорної панелі |
|
10 |
Виявлення несправностей |
Коротке замикання заготовки, захист від перегріву, захист від перевантаження струму, захист від перенапруги, захист від нестачі води, захист від нестачі газу, помилка живлення, збій дуги. |
|
11 |
Факел |
Подвійні зварювальні горілки з індивідуальним зовнішнім постійним температурним циркуляційним охолодженням з чилером |
|
12 |
Об'єм води для охолодження |
6L |
|
13 |
Стандарт виробництва |
GB15579-2004 |
|
14 |
Рівень безпеки ізоляції / стандарт |
H/IP23 |
|
15 |
Ємність обшивки |
OD : Φ168 ~ Φ850mm / 6 до 32 дюймів ID мінімум 140 після обшивки. Довжина: Макс 6500mm до 12500mm відповідно до замовлення |
|
16 |
Ставка депозиту(2 пальники) |
Макс 4 кг/год для тривалої стабільної роботи. Потужність до 6кг/год (згідно з умовами шліфування труб, прямолінійності та діаметра) |
|
17 |
Швидкість переміщення покриття |
До 1200mm/хв |
|
18 |
Швидкість подачі дроту |
До 5М/хв |
|
19 |
Точність AVC |
±0.3V |
|
20 |
Рекомендується піковий струм |
150~280A |
|
21 |
Рекомендується базовий струм |
100~200A |
|
22 |
Рекомендується напруга |
8~16V |
|
23 |
Вольфрамовий Диа. |
3.2/4.0мм |
|
24 |
Діаметр дроту та розмір котушки |
1.2/1.6мм 15кг котушки BS 300 (Φ300xW104xC53mm) або 250 кг зварювальної дроту в бочці |
|
25 |
Товщина одного шару |
1~3мм |
|
26 |
Рекомендувана швидкість потоку газу |
12~20Л/хв |
|
27 |
Запуск дуги |
HF/Контакт |
 |
 |
 |
 |
СИСТЕМНИЙ КОНТРОЛЕР І ДИСТАНЦІЙНИЙ КОНТРОЛЕР
ПРОГРАМНЕ ЗАБЕЗПЕЧЕННЯ СЕРІЇ WO-ACS на базі