EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




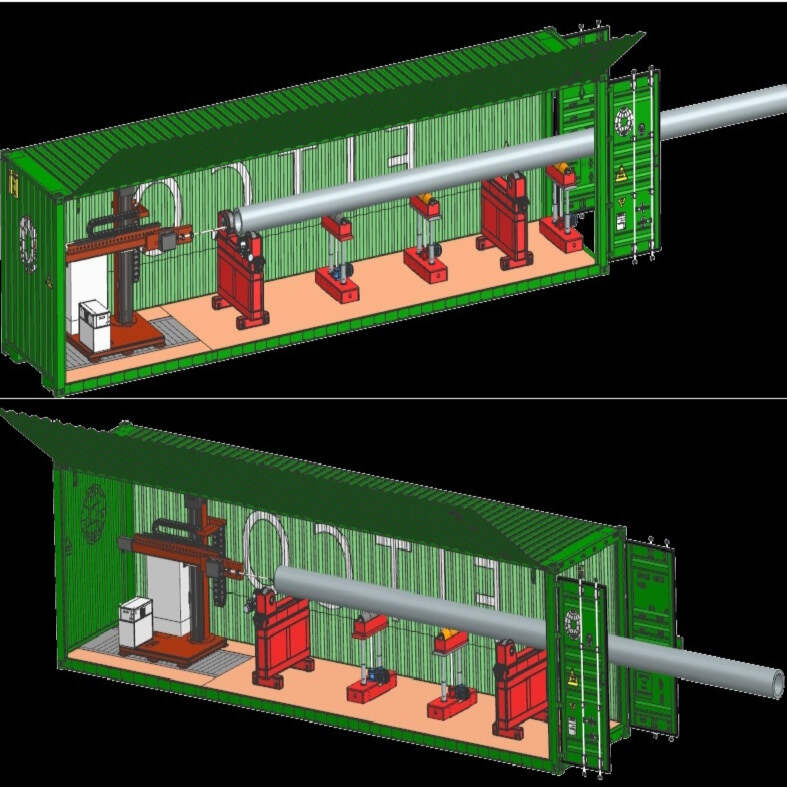
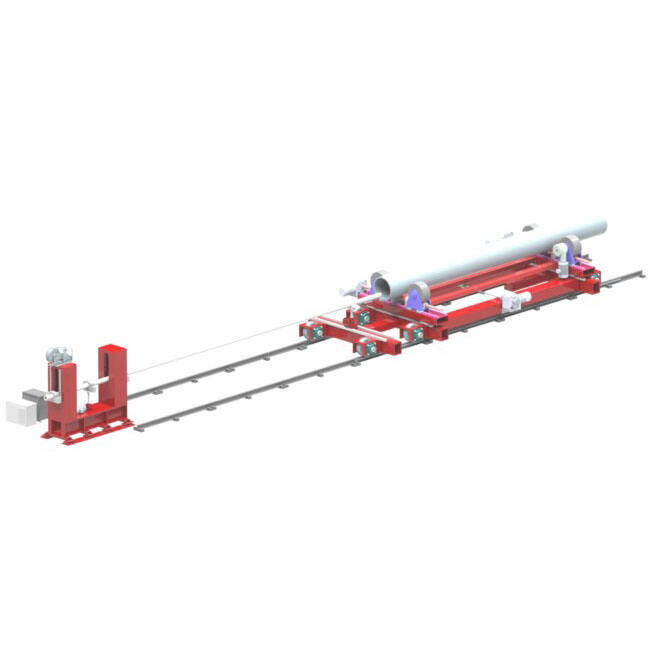
Станок для зварювання грану та пилома Gtaw+Saw
FIT-FAB-II-S-12M — це станок для зварювання попередньої фабрикації труб двох типів: аргоново-дугового і підшлакового. Він призначений для вуглецевої сталі, нержавіючої сталі, никелевих сплавів, композитних матеріалів та інших видів трубопровідних матеріалів.
- Огляд
- Рекомендовані товари
Стійкість, ефективність, інновації та цілодобовість — це принципи, яким дотримується FITco. Нашим принципом проектування є забезпечення стійкості обладнання в першу чергу, тому ми вибираємо контролери, електричні компоненти та джерела сварочного струму першого класу міжнародного рівня. Наша обладнання використовує найбільш сучасний та стійкий цифровий комунікаційний протокол Ethernet/IP, що забезпечує стійкість та своєчасність внутрішнього спілкування обладнання, а також залишає найнадійніший інтерфейс та найзручніший протокол спілкування для користувачів, щоб досягти цифровизації на заводському рівні у майбутньому. Ethernet/IP можна легко реалізувати для взаємодії інформації та даних у протоколі спілкування TCP/IP, що закладає прочну основу для реалізації справжньої промисловості 4.0 та розумної фабрики!
Fitco розрослася і розвинулася від облицювального та збірного товари виробничого підприємства, від департаменту технічного обслуговування обладнання заводу з виробництва продукції до професійного виробника обладнання для облицювання та збірного будівництва, тому ми краще знаємо проблеми, з якими можуть стикатися користувачі; окрім самого обладнання, наше знання процесу зварювання значно глибше, ніж у конкурентів。
Ключ Параметри:
| Пункт | Технічний параметр | |
| Вхідна напруга | 380В±10% 50±1Гц Трифазний п'ятипровідний | |
| Температура середовища | -20℃~50℃ | |
|
Заготовка Специфікація |
Діаметр труби | φ200~1000mm |
| Довжина | 1000мм~12000мм | |
| Матеріал | Вуглецева стал, сплавна стал, нержавча стал, низькотемпературна стал, оздоблювальні композитні матеріали тощо. | |
| Вимога до кута скосу | Форма канавки V. Подвійна V-шaped. U-шaped. I-шaped. Вузька прорізь U-форми, кут нахилу 3~37.5° | |
| Форма шва | Різні секції труб: поперечні шви з'єднань і внутрішні/зовнішні кутові шви, такі як труба - труба, труба - лілея, труба - фланець, труба - трійник, труба - редуктор, фланець - труба - фланець, фланець - лілея тощо. Фланці включають: високосхильні фланці та плоскі сварні фланці | |
| Зварювальний апарат | Стовпець | Ефективний ход: 3000 мм |
| Режим приводу: сервомотор + трапеційна шпала, лінійна направляюча | ||
| Бум | Ефективний хід: 2000 мм | |
| Режим приводу: сервомотор + шаровий винт, лінійна направляюча | ||
| База | Розмір: 1000 ммx1000мм | |
| Режим приводу: частотний конвертер + вал + стальна рельса | ||
| Система приводу | Режим приводу | Сервомотор, редуктор та вал приводять трубу у обертання. |
| Навантажувальна здатність | Вага, яку може нести вертикально: 5 тонн | |
| Макс. крутний момент | ≥2000 Нм | |
| Швидкість обертання | 0.05-2 об / хв, Безступенево регулювана (привід сервомотора 3КВ) | |
| Система управління | Програмне забезпечення керування | Застосування ПЛК Rockwell та інтерфейсу HMI оператора Pro-Face, програмне забезпечення керування містить 10 наборів досконалих програм сварки, а максимальне зберігання - 50 наборів програм сварки. |
| Дистанційне керування | Інтерфейс HMI оператора Pro-Face/Delta. | |
| Пароль | Система керування може керувати паролями для розрізнення дозволів користувачів. | |
| Автоматичне збереження та пам'ять про збій живлення | Система має автоматичне збереження та функцію пам’яті про збій живлення, що може запобігти ризику, спричиненому збою живлення. | |
| Джерело сварочного струму | Феникс 650 пульс аргоновий дуговий, вуглецеводніковий захищений зварювальний і підшаровий дуговий три-в-одному зварювальний джерело струму з протоколом цифрової комунікації EtherNet/IP виробництва EWM | |
| Діапазон налаштування параметрів зварювання | Швидкість деталі 0-1000 мм/хв, глибина шва 5-30 мм, зварювальне коливання 0-20 мм, швидкість коливань: 0~300 мм/хв, затримка ліворуч та праворуч приблизно 0-3 с. Доступні попередні налаштування та точна регуляція. | |
Система зварювального живлення
1. Використовується Фенікс 650 пульс аргоновий дуговий, вуглецеводніковий захищений зварювальний і підшаровий дуговий три-в-одному зварювальний джерело струму з протоколом цифрової комунікації EtherNet/IP виробництва EWM Німеччини. GTAW: зварювальний струм: 5A-550A, коефіцієнт навантаження (40°C): 420A 100%; GMAW: зварювальний струм: 5A-550A, коефіцієнт навантаження (40°C): 420A 100%; SAW: зварювальний струм: 20A-650A, коефіцієнт навантаження (40°C): 590A 60%, 500A 100%.
2. Пристрій укомплектований джерелом живлення TETRIX 200 SMART HOT WIRE від EWM.
3. Самостійно розроблена водяна система охолодження автоматичного GTAW підвідна пушка має номінальну потужність току 300A, що забезпечує тривалість і хорошу захисну ефективність.

Система Моніторингу Камер (Опціонально)
Камера для моніторингу зварювання використовує спеціальну камеру для моніторингу сильного світла, розроблену нашою компанією. Вона призначеная для різних промислових умов сильного світла і може бути використана для різних видів зварювання (MIG, MAG, GTAW, плазма, лазер). Камера дозволяє чітко спостерігати за динамічними змінами у світлі дуги. Разом із відповідним обладнанням для моніторингу оператори можуть бути визволені від деяких особливих небезпечних завдань, а також мати можливість чітко спостерігати за ситуацією, навіть будучи вдалеку від небезпечних зон.

Особливість продукту
1. Використовується високодинамічний імажер з низьким рівнем освітлення, який забезпечує чітке зображення в надзвичайно яскравих областях світла і відповідних темних областях.
2. Вихідний цифровий інтерфейс мережі, що має високу стійкість до збурень, велику відстань передачі і добру сумісність.
3. Сумісний з протоколом ONVIF, його можна підключити до системи моніторингу для віддаленого перегляду.
4. Пристрій компактний і легкий у встановленні.
5. Широкий діапазон напруги живлення DC9V-13V.
6. У передній частині лінзи та прожектора є захисне скло, яке можна видалити та замінити.
Післяпродажне обслуговування
Після закінчення гарантійного терміну постачальник здійснюватиме довготривале обслуговування своїх продуктів і надаватиме широкий спектр пріоритетної технічної підтримки протягом усього терміну експлуатації.
У період гарантійного забезпечення, якщо несправність обладнання в процесі його використання не буде усунена, Сторона Б повинна відреагувати протягом 8 годин після отримання повідомлення; якщо Клієнт досі не зможе усунути несправність, Постачальник направить інженерів з обслуговування протягом 1 тижня.