EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Stacja spawania tyłków TIG+MIG
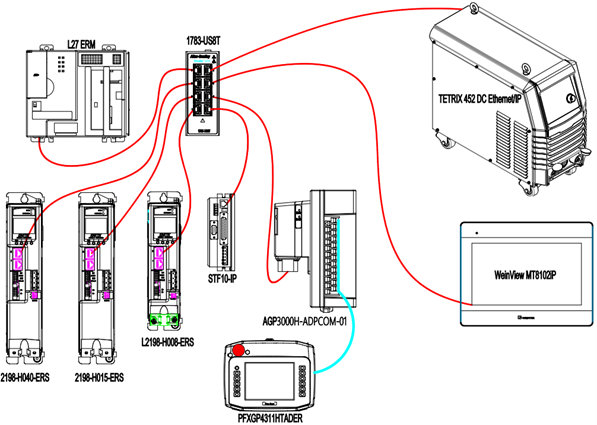
Nasz sprzęt wykorzystuje najbardziej zaawansowany i najstabilniejszy protokół komunikacji cyfrowej Ethernet/IP, który gwarantuje stabilność i terminową komunikację wewnętrzną sprzętu, a także zapewnia najbardziej niezawodny interfejs i najwygodniejszy protokół komunikacyjny dla użytkowników, aby w przyszłości mogli osiągnąć cyfryzację na poziomie fabryki.
- Przegląd
- Polecanie produkty
- Dotknij i wyciągnij
- Dostosowanie online
- Wymagania dotyczące regulacji napięcia
- Wizualizacja wartości rzeczywistej
- Wsparcie zdalne
- Wyroby z drzew
- Dziennik danych
FIT-FAB-I-S-12M to stanowisko do spawania łukowego argonowego, które zostało specjalnie opracowane do spawania na styk dużych rur stalowych i złączek (rury stalowe, kolanka, kołnierze, trójniki, zmieniające się średnice itp.). Zakres zastosowania 1-12m długości rury stalowej i kołnierza /1.5 kolano/trójnik/zmienna średnica zewnętrznego połączenia łukowego argonowego; Stosowana średnica obrabianego elementu Φ200mm ~ 1000mm.
Stanowisko robocze wykorzystuje stały mechanizm zaciskowy z obrotowym uchwytem do napędzania obrotu rury stalowej, cztery grupy ruchomych rolek do przeciągania złączek rurowych, ruchomą ramę spawalniczą przesuwającą się do pozycji spawania doczołowego, uchwyt spawalniczy wraz z modułem wykonuje ruch obrotowy, śledząc spawanie doczołowe rur i kołnierzy, kolanek, trójników, zmieniając średnicę.

Tabela parametrów produktu:
|
Element |
Parametr technologii |
|
|
Napięcie wejściowe |
380 V ± 10% 50 ± 1 Hz Trójfazowy Pięciożyłowy |
|
|
Zasilanie spawalnicze |
Phoenix 650 puls TETRIX 200 INTELIGENTNY GORĄCY DRUT |
|
|
Procesy spawalnicze |
GTAW: Waluta spoiny: 5A-550A Współczynnik wypełnienia (40℃): 420A 100% |
|
|
GMAW Waluta spoiny: 5A-550A Współczynnik wypełnienia (40℃): 420A 100% |
||
|
Piła Waluta spoiny: 20A-650A Współczynnik wypełnienia (40℃): 60% 590A; 100% 500A |
||
|
Temperatura otoczenia |
-20℃~50℃ |
|
|
Obiekt obrabiany Specyfikacja |
Średnica rury |
φ63~610mm |
|
Grubość ściany |
3~70mm |
|
|
Długość |
200~6000mm |
|
|
Materiał |
Stal węglowa, stal stopowa, stal nierdzewna, stal niskotemperaturowa, produkty rur osłonowych w formie szpul. |
|
|
Wymagania dotyczące kąta ścięcia |
Rowek w kształcie litery V, podwójny kształt litery V, typ w kształcie litery U, typ w kształcie litery I, wąska szczelina w kształcie litery U, kąt ścięcia 3~ 37,5° |
|
|
Forma spoiny |
Różne odcinki rur są spawane doczołowo oraz wkładane są spoiny pachwinowe wewnętrzne i zewnętrzne, takie jak rura-rura, rura-kołnierz, rura-trójnik, rura-duża (mała) głowica, kołnierz-rura-kołnierz, kołnierz-kołnierz itp. Kołnierze obejmują: kołnierz piasty i płaskie kołnierze spawane. |
|
|
Formularz struktury wyposażenia |
Typ dzielony: Mechanizm napędowy uchwytu samocentrującego z trzema szczękami jest całkowicie oddzielony od operatora spawarki i może poruszać się po torze elektrycznie, ułatwiając załadunek i rozładunek rur, do przodu i do tyłu. |
|
|
Maszyna do spawania |
Kolumna |
Skuteczny udar Tryb napędu: silnik serwo + śruba trapezowa + prowadnica liniowa |
|
Wiązka |
Skuteczny udar Tryb napędu: silnik serwo + śruba kulowa + prowadnica liniowa |
|
|
Ramy |
Rozmiar Tryb jazdy: przetwornica częstotliwości + rolka + szyna |
|
|
System napędowy |
Tryb napędu |
Silnik serwo, reduktor i uchwyt napędzają obrót rury. |
|
Nośność |
Ciężar pionowy 2 tony, ciężar mimośrodowy 100 kg. |
|
|
Maks. moment obrotowy |
≥2000Nm |
|
|
Prędkość obrotowa |
0,05-2 obr./min, płynna regulacja (napęd serwosilnika 3 kW) |
|
|
Wysokość środka uchwytu |
≤ 1000 mm |
|
|
System sterowania |
Oprogramowanie sterujące |
Sterownik PLC firmy Rockwell oraz oprogramowanie sterujące zawierają 10 zestawów gotowych programów procesów spawania i umożliwiają maksymalną pamięć 50 zestawów programów procesów spawania. |
|
Zdalne sterowanie |
Pro-Face Manualny interfejs dialogowy operatora HMI. |
|
|
Hasło |
System sterowania może zarządzać hasłami w celu rozróżniania uprawnień użytkowników. |
|
|
Automatyczne zapisywanie i pamięć w przypadku awarii zasilania |
System posiada funkcję automatycznego zapisywania danych oraz zapamiętywania awarii zasilania, co pozwala zapobiegać ryzyku związanemu z awarią zasilania. |
|
|
Zakres ustawień parametrów spawania |
Prędkość obrotowa przedmiotu obrabianego 0-1000 mm/min, długość fazowania 5-30 mm, zakres ruchu spawania 0-20 mm, prędkość ruchu wahadłowego: 0~300 mm/min, ruch w lewo i prawo przez około 0-3 s; dostępne są ustawienia wstępne i dostrajanie precyzyjne. |
|

System zasilania spawarki:
· Zasilacz łukowy argonowy TETRIX 452 DC Zasilacz łukowy argonowy DC pulsacyjny wyprodukowany przez niemiecką firmę EWM. Spawarka ma dobre właściwości mechaniczne, stabilną i niezawodną ciągłą pracę, a jej funkcja pulsacyjna spełnia wymagania techniczne spawania napawania.
· Zasilacz TETRIX 200 SMART HOT WIRE od EWM jest używany.
· Samodzielnie opracowana automatyczna palnik TIG chłodzony wodą, nominalna zdolność prądowa 300A, trwały, dobry efekt ochrony.
· Posiada dobrą stabilność łuku zarówno przy wysokim, jak i niskim napięciu łuku.
· Zasilacze zaprojektowane do komunikacji z wykorzystaniem większości standardowych protokołów, takich jak TCP/IP (LAN), CAN itp., mogą komunikować się bezpośrednio z PLC.

System sterowania i zdalnego sterowania
WO-ACS SERIES SOFTWARE oparte na