EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Kompaktna stacja pokrycia pionowego
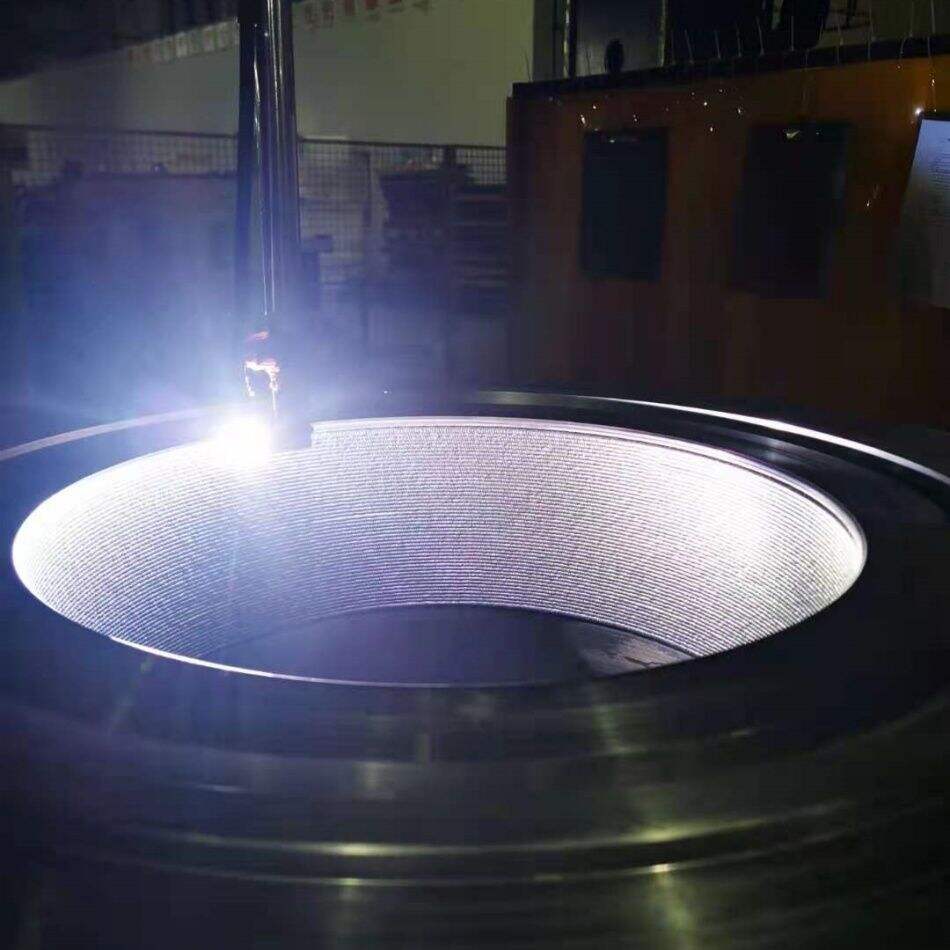
Kompaktowa stacja nakładania pionowego oszczędza miejsce i jest wydajna.
System podawania drutu z prowadnicą rolkową oferuje doskonałe podawanie drutu.
Główne źródło zasilania i źródło gorącego drutu są produkowane przez EWM Niemcy.
Średnica stołu obrotowego wynosi 1400 mm, a nośność może wynosić do 10 ton.
- Przegląd
- Polecanie produkty
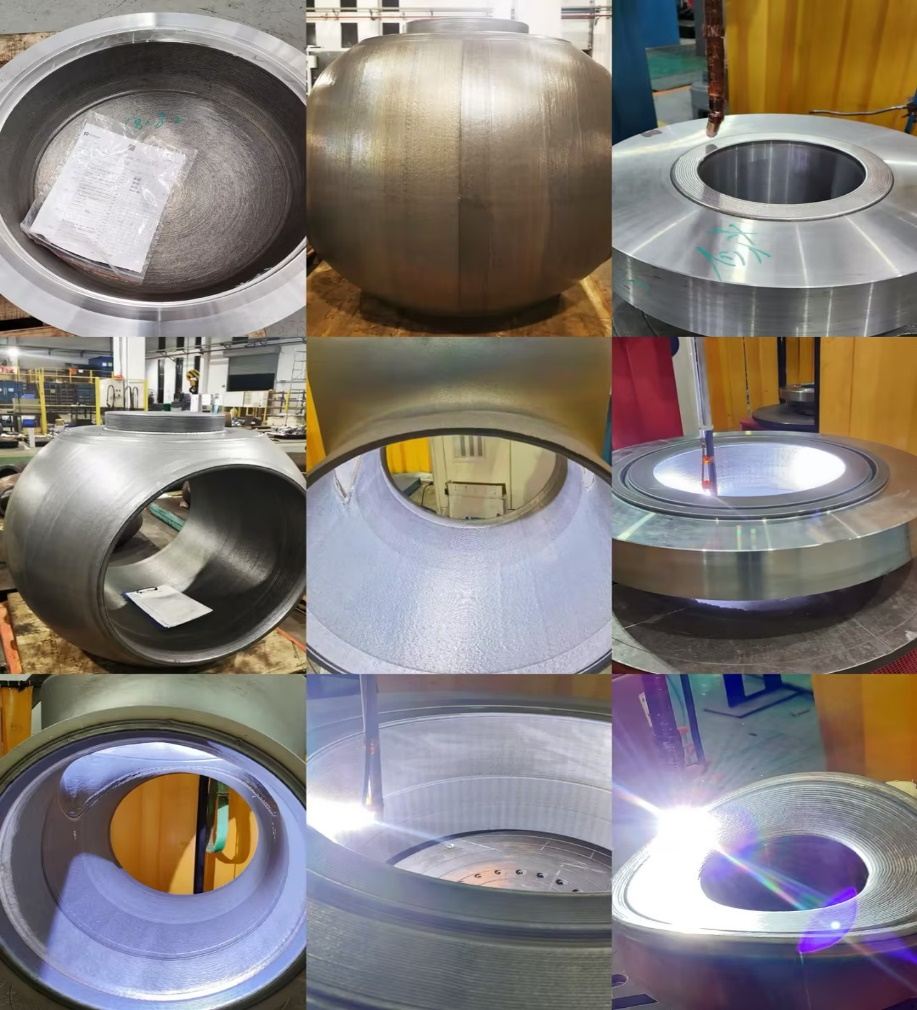
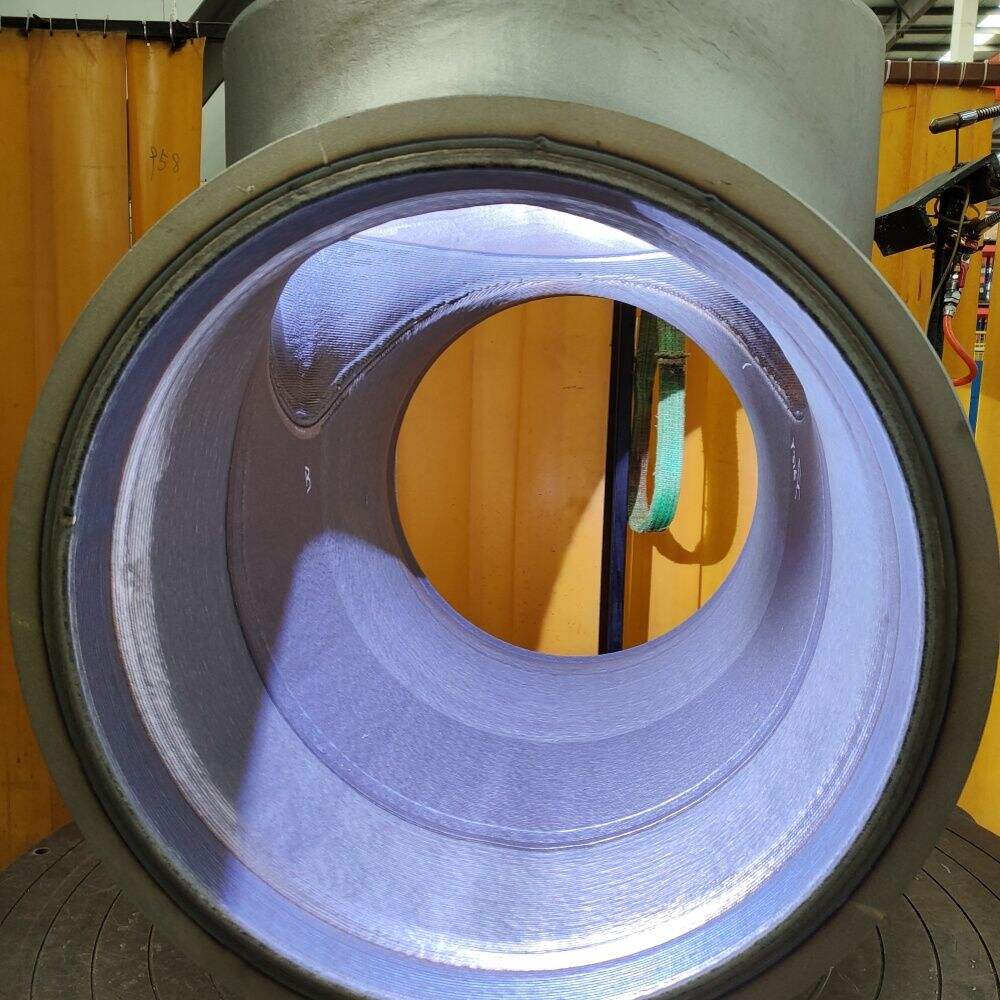
Kompaktowy typ stacji okładzinowej pionowej jest zaprojektowany dla przemysłu naftowego i gazowego, chemicznego, produkcji zaworów, zbiorników ciśnieniowych i innych branż. Wymagania dotyczące produktów o różnych kształtach mogą być spełnione. Ten model może być używany do precyzyjnego spawania materiałów odpornych na korozję i zużycie.
Dzięki kompaktowej konstrukcji ten model oszczędza przestrzeń i jest mocny. Konfiguracja ta obejmuje podstawowe funkcje spawania powierzchni wewnętrznej i zewnętrznej wraz ze spawaniem powierzchni płaskiej, a także dodatkowe funkcje takie jak pokrycie powierzchni przecinkowej o przejściu 90 stopni przez dwa otwory, automatyczne spawanie powierzchni przecinko
Stacja okładzin wykorzystuje proces spawania ciepłym drutem TIG. Przystosowany do automatycznego spawania drutu ze stali węglowej, drutu ze stali nierdzewnej, drutu ze stopu niklowego, odpornego na zużycie drutu spawalnego i innych materiałów.

Kluczowe komponenty sprzętu:
i. System mechaniczny:
Dwuwymiarowy przewodnik ruchu CNC
2,5mX2,8m (horyzontalnie*wertikalnie) krzyżykowy operator (efektywny przejazd 1,6mX1,9m)
Stół obrotowy do spawania
Automatyczna, chłodzona wodą, końcówka i inne komponenty.
ii. System źródła zasilania:
EWM EtherNet/IP TETRIX 452 Źródło zasilania TIG pulsowego
EWM TETRIX 200 SMART HOT WIRE
iii. System sterowania automatycznego: i-CLAD 200:
Główna szafa sterownicza, ręczny kontroler, system sterowania serwo ICON/MOONS, kontroler CompactLogix 5370.
iv. System chłodzenia wodnym:
System chłodzenia wodą o stałej temperaturze do długotrwałej pracy.
 |
 |
 |
Tabela parametrów produktu:
|
1 |
Rodzaj źródła zasilania |
Inwerter typu prądu stałego |
|
2 |
Prąd spawania Cykl pracy (40℃) |
5450A 450A 80%; 420A 100% |
|
3 |
Prąd gorącego drutu Cykl pracy (40℃) |
5200A 200A 60%; 100A 100% |
|
4 |
Pojemność pokrycia |
1.3kg/H |
|
5 |
Zajęta powierzchnia |
12㎡ |
|
6 |
Napięcie otwartego obwodu |
80 V |
|
7 |
Napięcie wejściowe |
3×400V (-25%+20%) 50/60Hz |
|
8 |
Moc wejściowa |
35KVA |
|
9 |
Chłodzenie inwerterem |
Chłodzenie powietrzne |
|
10 |
Wyświetlacz |
5.7” ekran wyświetlacza chińsko/angielskiego Wyświetlanie parametrów w czasie rzeczywistym |
|
11 |
Metoda ustalania danych |
Ustawienie panelu dotykowego |
|
12 |
Wykrycie błędu |
Ochrona przed zwarciem, przegrzaniem, przeciążeniem, przepięciem, brakiem wody, brakiem gazu, błędem zasilania, awarią łuku, błędem serwo. |
|
13 |
Chłodzenie palnika |
Zewnętrzne chłodzenie wodą o stałej temperaturze |
|
14 |
Obróbka nakładkowa |
Średnica: φ38 (po nałożeniu) – φ1200mm Maksymalna wysokość dla pionowej nakładki: ≤1500mm Ładowanie 5tony Średnica stołu obrotowego 1200 mm. |
|
15 |
Dokładność AVC |
±0.2V |
|
16 |
Zalecany prąd szczytowy |
150 ~ 280A |
|
17 |
Zalecany prąd podstawowy |
100~200A |
|
18 |
Zalecane napięcie |
8 ~ 16 V |
|
19 |
Średnica tungstenowa |
3.2mm (4.0mm opcjonalnie) |
|
20 |
Średnica drutu |
1.0/1.2mm (1.6mm opcjonalnie) |
|
21 |
Gęstość pojedynczej warstwy |
1-3mm |
|
22 |
Zalecana przepływność gazu |
12 ~ 20 l/min |
|
23 |
Rozpoczęcie łuku |
HF/kontakt |
|
24 |
Standard produkcji |
Najnowsza wersja GB15579 |
|
25 |
Poziom bezpieczeństwa izolacji/standardy |
H/IP70 |
|
26 |
Wymiary sprzętu |
3700mmx1700mmx4000mm |
Produkty aplikacyjne:
Pierścienie rurowe, Złącza, Kołnierze, Łuki LR, Ciała zaworów, Kule zaworowe, Wznoszenia, Zawory blokowe głowicy studni, Komponenty zbiorników ciśnieniowych, Dysze, Dno wklęsłe, itd.