EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Stacja pokrycia rur
Stacje obróbki rur wykorzystują proces spawania ciepłym drutem TIG. Przystosowany do automatycznego spawania drutu ze stali węglowej, drutu ze stali nierdzewnej, drutu ze stopu niklowego, odpornego na zużycie drutu spawalnego i innych. Jest on głównie stosowany do przeciwkorrozy w ścianach wewnętrznych rur o długości 12 metrów dla rur stalowych walcowanych na gorąco, rur stalowych bezszwowych, rur kujących pokrycia o średnicy wewnętrznej od 130 mm do 850 mm.
- Przegląd
- Polecanie produkty
- - Dotknij i wyciągnij
- -Włączona regulacja.
- - Kontrolowanie napięcia AVC-Arc
- -Wizualność wartości rzeczywistej
- -Dostęp zdalny.
- - Od wytrzymałości do wytrzymałości.
- -Zapis danych.
FITco ma zaszczyt dostarczyć stację okładzinową model XHL-PCS, która jest zaprojektowana do rur i zbiorników dla przemysłu naftowego i gazowego, chemicznego, produkcji zaworów, zbiorników ciśnieniowych i innych branż.
Urządzenie jest głównie używane do spawania antykorozyjnego wewnętrznej ściany rur o długości poniżej 12,5 m, spawanie rury jest napędzane obrotem końcowego pustego uchwytu, palnik spawalniczy jest prowadzony przez linkę i sprzęt prowadzący do pozycjonowania i zakończenia spawania w kanale.
Jest odpowiedni do pokrycia rur stalowych walcowanych na gorąco, rur stalowych bezszwowych, rur kujących
średnica wewnętrzna od 130 mm do 850 mm.
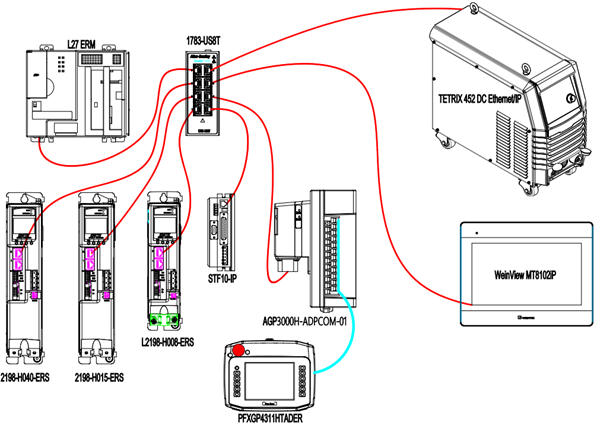
Zasilane jest przez niemieckie źródło prądu spawalniczego EWM TETRIX 452 DC pulse arc oraz zasilacz termiczny TETRIX 200 Hot Wire.

Zastosowanie
- średnica obrabionego elementu: φ850 mm średnica zewnętrzna Max,140 mm średnica wewnętrzna minimalna (po pokryciu)
- Długość obrabionego kawałka: do 12,5 m
- grubość ściany obrabionego kawałka: 9,53 do 80 mm
- Masa obrabiarków: do 5 t
- Materiał rur: API 5L Gr.B, X52, X60, X65, stal nierdzewna, stal CrMo itp.
- Materiały i specyfikacje drutu: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi średnica drutu s1.2mm;
- kształt bezel: spawanie ścian wewnętrznych bez nachylenia
- Pary grupy bezelnej: żadne;
- Pozycja spawania: spawanie w pozycji 1G (broniarka spawania nie porusza się, obrabiany element obrabiany obraca się)
- Słucie: ciepły drut TIG
- Wymagania dotyczące ogrzewania: zgodnie z procesem spawania system nie jest skonfigurowany do ogrzewania systemu.
- Wymogi dotyczące kontroli warstwy spawania: 100% warstwy UT/100% PT
- Typowe części robocze: rury stalowe walcowane na gorąco, rury stalowe bezszwowe, rury kujące itp.

Tabela parametrów produktu:
|
1 |
Rodzaj źródła zasilania |
Inwerter typu prądu stałego |
|
2 |
Prąd spawania Cykl pracy ((40°C) |
5450A 450A 80%; 420A 100% |
|
3 |
Prąd gorącego drutu Cykl pracy ((40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Napięcie otwartego obwodu |
80 V |
|
5 |
Napięcie wejściowe |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Moc wejściowa |
60 KVA |
|
7 |
Chłodzenie inwerterem |
Chłodzenie powietrzne |
|
8 |
Wyświetlacz |
5.7” Panel dotykowy interfejs ręczny / 12” Panel dotykowy na szafie sterowniczej |
|
9 |
Metoda ustalania danych |
Ustawienie panelu dotykowego |
|
10 |
Wykrycie błędu |
Przekręty na części roboczej, ochrona przed nadmierną temperaturą, ochrona przed prądem, ochrona przed nad napięciem, ochrona przed niedoborem wody, brak ochrony przed gazem, błąd zasilania, awaria łuku. |
|
11 |
Latarka |
Podwójne palniki z indywidualnym zewnętrznym stałym chłodzeniem wodnym z chłodnicą |
|
12 |
Objętość wody chłodzącej |
6L |
|
13 |
Standard produkcji |
GB15579-2004 |
|
14 |
Poziom bezpieczeństwa izolacji/standardy |
H/IP23 |
|
15 |
Pojemność pokrycia |
OD : Φ168 ~ Φ850mm / 6 do 32 cali Minimalna tożsamość 140 po przebraniu. Długość: Maks. 6500mm do 12500mm zgodnie z zamówieniem |
|
16 |
Wpływ na kredyt (w przypadku 2 pochodni) |
Maks. 4 kg/godzinę dla długoterminowej stabilnej pracy. Pojemność do 6 kg/h (w zależności od stanu szlifowania rur, prostoty i średnicy) |
|
17 |
Prędkość ruchu nakładki |
Do 1200mm/min |
|
18 |
Prędkość zasilająca |
Do 5M/min |
|
19 |
Dokładność AVC |
± 0,3V |
|
20 |
Zalecany prąd szczytowy |
150 ~ 280A |
|
21 |
Zalecany prąd podstawowy |
100~200A |
|
22 |
Zalecane napięcie |
8 ~ 16 V |
|
23 |
Średnica tungstenowa |
3,2/4,0 mm |
|
24 |
Średnica drutu i rozmiar szpuli |
1,2/1,6 mm 15 kg szpul BS 300 (Φ300xW104xC53mm) lub 250 kg drutu spawalniczego w bębnie |
|
25 |
Gęstość pojedynczej warstwy |
1 ~ 3 mm |
|
26 |
Zalecana przepływność gazu |
12 ~ 20 l/min |
|
27 |
Wyrób z węzłem |
HF/kontakt |
 |
 |
 |
 |
System sterowania i zdalnego sterowania
WO-ACS SERIES SOFTWARE oparte na