

FITco jest dumne z możliwości dostarczenia nowej stacji nawlekania rur, która została zaprojektowana dla rur i zbiorników w przemyśle naftowym i gazowym, chemicznym, produkcyjnym klapek, zbiorników pod ciśnieniem oraz innych branż.
Mechanizm pochodni spawalniczej i system zasilania spawalniczego mogą być zainstalowane na ramie głównej jako całość, co skutecznie redukuje długość kabla pochodni spawalniczej i zapewnia stabilność urządzenia. Głowa pochodni spawalniczej jest zamontowana na przewodzie, a pochodnia może poruszać się w górę i w dół za pomocą sterowanego PID tłoka. Pochodnia spawalnicza ma funkcję automatycznego śledzenia napięcia łuku; gdy pochodnia odchyli się od powierzchni spawania, może ona dostosowywać się w czasie rzeczywistym. Długotrwała praca pochodni spawalniczej jest możliwa dzięki wymuszonemu chłodzeniu i cyrkulacji wody chłodzącej. Długość pochodni wynosi 12 m, dwugłowa, jednotungstenowa, z podwójnym podajnikiem drutu. Pochodnia o długości 12 m wyposażona jest w dwie głowy, pojedynczy elektrody tungstenowej, podwójny podajnik drutu i umożliwia zastosowanie spawania z wewnętrznym promieniem 135 mm po spawaniu. Pozycjoner zmiennoprzecinkowy, brak skoków rury stalowej podczas procesu spawania. Ramy z liniowymi rolkami przewodnimi. Zamek hydrauliczny z liną stalową. Urządzenie jest stosowane do nawierzchniania rur gorączkowanych, rur bezszwowych oraz rur kujnych.
średnica wewnętrzna od 135mm do 800mm.
Pojemność urządzenia:
Średnica zewnętrzna robocza: D168 – D850mm
Średnica wewnętrzna robocza: D135 – D800mm (po nawleczeniu)
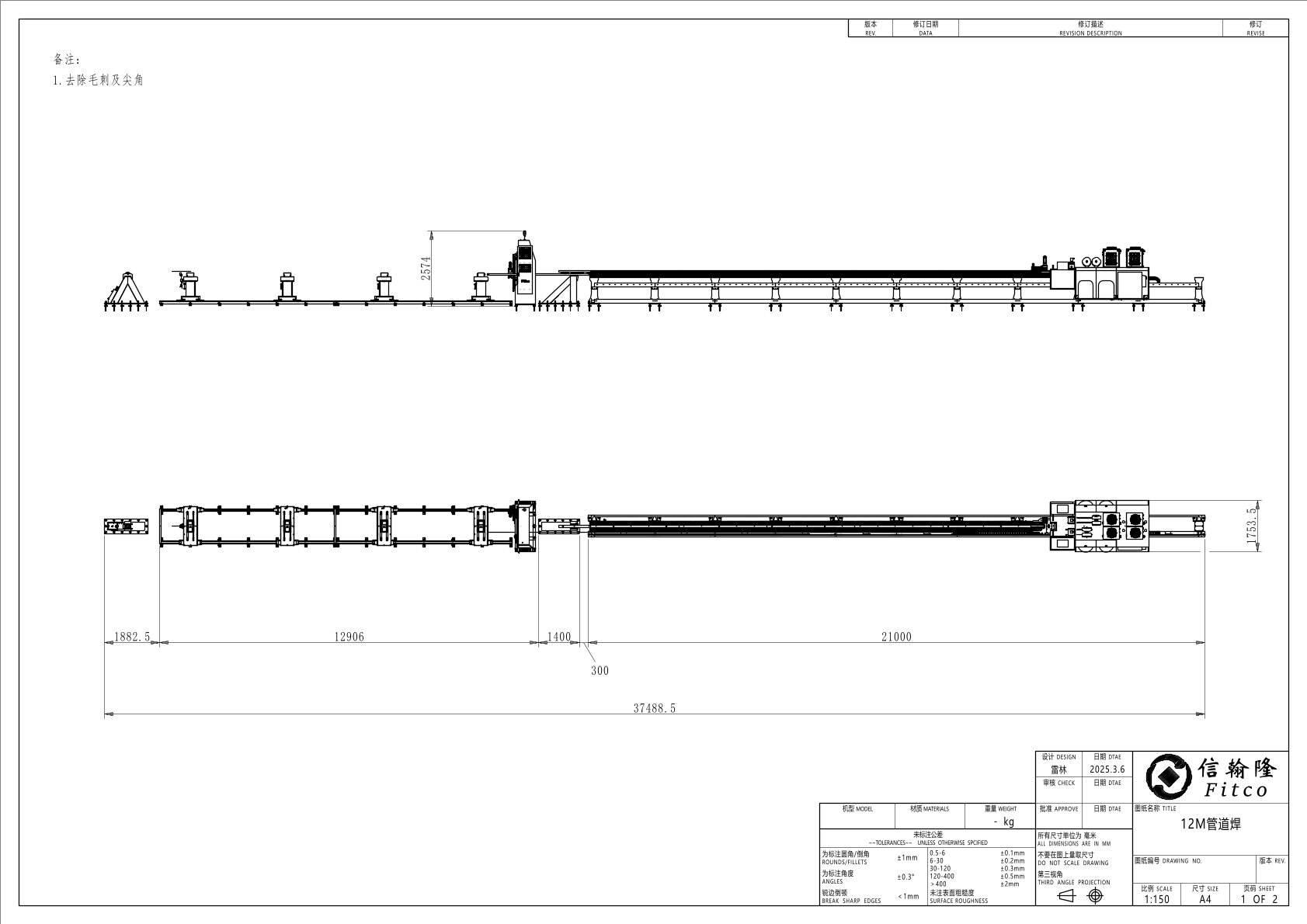
Długość robocza: Max 12m
Długość spawania: Max 12m drutem ciepłym
prędkość spawania: Max 600mm/min
Typ pochodni spawalniczej: podwójna pochodnia, pojedynczy drut wolframu, podwójny drut
Średnica elektrody wolframowej: 4.8mm
Tempo fuzji: Max 4.5kg/h
Waga pracy: Maks. 10t
Rura: API 5L Gr.B, X52, X60, X65, Niekrzyżowalna stal, Stal CrMo itp.
materiały spawalnicze i specyfikacja: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi
średnica drutu spawalniczego: φ1.2mm lub φ1.6mm;
forma rampy: Spawanie ścianki wewnętrznej bez nachylenia
położenie spawania: Spawanie w pozycji 1G (stały pochod spawalniczy, obracający się element roboczy)
metoda spawania: TIG z nagrzewaniem
wymagania dotyczące kontroli warstw spawalniczych: 100% UT warstw rozdzielonych/100% PT
typowy element roboczy: Rury stalowe gorączkowo-walowane, rury stalowe bez szwu, rury kujne itp.
 Gorące Wiadomości
Gorące Wiadomości EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





