EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





TIG+MIG-Schweißstation für Hintern
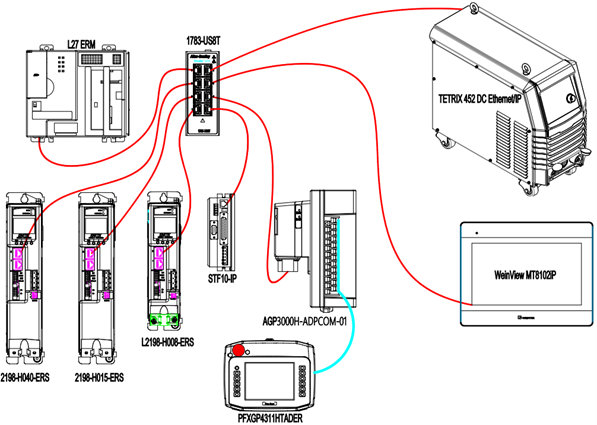
Unsere Geräte verwenden das fortschrittlichste und stabilste digitale Kommunikationsprotokoll Ethernet/IP, das die Stabilität und zeitnahe interne Kommunikation der Geräte gewährleistet, aber auch die zuverlässigste Schnittstelle und das bequemste Kommunikationsprotokoll für Benutzer bereitstellt, um in Zukunft eine Digitalisierung auf Fabrikebene zu erreichen.
- Übersicht
- Empfohlene Produkte
- Berührung & Rückzug
- Online-Anpassung
- AVC-Arc Spannungsregelung
- Tatsächliche Wertvisualisierung
- Fernunterstützung
- Bohrung zu Bohrung
- Datenlogger
FIT-FAB-I-S-12M ist eine Argonlichtbogen-Schweißarbeitsstation, die speziell für das Stumpfschweißen von großformatigen Stahlrohren und -fittings (Stahlrohre, Bögen, Flansche, T-Stücke, wechselnde Durchmesser usw.) entwickelt wurde. Anwendungsbereich 1-12m Länge Stahlrohr und Flansch /1.5 Bogen/T-Stück/variabler Durchmesser des Außeringverbindungs-Argonlichtbogen-Stumpfschweißens; Anwendbare Werkstückdurchmesser Φ200mm ~ 1000mm.
Die Arbeitsstation verwendet einen Klemmmechanismus mit Drehantrieb und festem Spannfutter zum Antreiben der Drehung des Stahlrohrs, vier Gruppen beweglicher Rollen zum Ziehen der Rohrverbindung, den Wanderschweißrahmen zum Bewegen in die Stumpfschweißposition und die Schweißpistole durch das Schwenken und Verfolgen des Moduls zum Durchführen des Stumpfschweißens von Rohren und Flanschen, Winkelstücken, T-Stücken und Durchmesserwechsel.

Tabelle der Produktparameter:
|
Artikel |
Technologieparameter |
|
|
Eingangsspannung |
380 V ± 10 % 50 ± 1 Hz Dreiphasig Fünfleiter |
|
|
Schweißstromversorgung |
Phoenix 650 puls TETRIX 200 SMART HOT WIRE |
|
|
Schweißverfahren |
WIG-Druck: Schweißstrom: 5A-550A Arbeitszyklus (40 °C): 420 A 100 % |
|
|
Metallschutzgas Schweißstrom: 5A-550A Arbeitszyklus (40 °C): 420 A 100 % |
||
|
Säge Schweißstrom: 20A-650A Arbeitszyklus (40 °C): 60 % 590 A; 100 % 500 A |
||
|
Umgebungstemperatur |
-20℃~50℃ |
|
|
Werkstück Spezifikation |
Rohrdurchmesser |
φ63~610 mm |
|
Wanddicke |
3 bis 70 mm |
|
|
Länge |
200 bis 6000 mm |
|
|
Material |
Kohlenstoffstahl, legierter Stahl, Edelstahl, Niedertemperaturstahl, Produkte für die Ummantelung von Rohrspulen. |
|
|
Anforderung an den Abschrägungswinkel |
Nutform V, Doppel-V-Form, U-Form, I-Typ, U-Form mit schmalem Spalt, Abschrägungswinkel 3~37,5° |
|
|
Schweißform |
Stumpfnähte im Umfangsbereich sowie Einfügungen von inneren und äußeren Kehlnähten sind für verschiedene Rohrabschnitte geeignet, wie etwa Rohr – Rohr, Rohr – Bogen, Rohr – Flansch, Rohr – T-Stück, Rohr – großer (kleiner) Kopf, Flansch – Rohr – Flansch, Flansch – Bogen usw. Zu den Flanschen zählen: Nabenflansch und flache Schweißflansche. |
|
|
Gerätestrukturformular |
Geteilter Typ: Der Antriebsmechanismus des selbstzentrierenden Dreibackenfutters ist vollständig vom Schweißer getrennt und kann elektrisch entlang der Schiene laufen, um das Be- und Entladen der Rohre vorwärts und rückwärts zu erleichtern. |
|
|
Schweißbediengerät |
Spalte |
Effektiver Schlaganfall Antriebsmodus: Servomotor + Trapezspindel + Linearführungsschiene |
|
Strahl |
Effektiver Schlaganfall Antriebsmodus: Servomotor + Kugelumlaufspindel + Linearführungsschiene |
|
|
Fahrgestell |
Größe Antriebsart: Frequenzumrichter + Rolle + Schiene |
|
|
Antriebssystem |
Antriebsmodus |
Servomotor, Untersetzungsgetriebe und Spannfutter treiben die Rohrrotation an. |
|
Tragfähigkeit |
Vertikales Gewicht 2 Tonnen, exzentrisches Gewicht 100 kg. |
|
|
Max. Drehmoment |
≥2000N.m |
|
|
Drehgeschwindigkeit |
0,05–2 U/min, stufenlos einstellbar (3 kW Servomotorantrieb) |
|
|
Höhe der Spannfuttermitte |
≤ 1000 mm |
|
|
Kontrollsystem |
Steuerungssoftware |
Die Rockwell-SPS-Steuerung und die Steuerungssoftware umfassen 10 Sätze ausgereifter Schweißprozessprogramme und einen maximalen Speicher von 50 Sätzen Schweißprozessprogrammen. |
|
Fernbedienung |
Pro-Face Manuelle HMI-Dialogschnittstelle für den Bediener. |
|
|
Passwort |
Das Steuerungssystem kann Passwörter verwalten, um Benutzerberechtigungen zu unterscheiden. |
|
|
Automatische Speicherung und Stromausfallspeicher |
Das System verfügt über eine automatische Speicher- und Stromausfallspeicherfunktion, die das Risiko eines Stromausfalls verhindern kann. |
|
|
Einstellbereich der Schweißparameter |
Drehgeschwindigkeit des Werkstücks 0 – 1000 mm/min, Fasenlänge 5 – 30 mm, Schweißschwingung 0 – 20 mm, Schwinggeschwindigkeit: 0 – 300 mm/min, linker und rechter Aufenthalt ca. 0 – 3 s, Voreinstellungen und Feinabstimmung sind verfügbar. |
|

Schweißstromversorgungssystem:
· Argonlichtbogenstromversorgung TETRIX 452 DC DC-gepulste Argonlichtbogenschweißstromversorgung der deutschen Firma EWM. Das Schweißgerät hat gute mechanische Eigenschaften, einen stabilen und zuverlässigen Dauerbetrieb und seine Pulsfunktion erfüllt die technischen Anforderungen des Auftragsschweißens.
· TETRIX 200 SMART HOT WIRE Stromversorgung von EWM wird verwendet.
· Selbstentwickelter wassergekühlter automatischer TIG-Schweißbrenner, Nennstromtragfähigkeit 300A, langlebig, guter Schutzeffekt.
· Er hat eine gute Lichtbogenstabilität sowohl bei hoher Lichtbogen-Spannung als auch bei niedriger Lichtbogen-Spannung.
· Stromversorgungen, die für die Kommunikation unter Verwendung der meisten Standardprotokolle wie TCP/IP (LAN), CAN usw. ausgelegt sind, können direkt mit einer SPS kommunizieren.

SYSTEMSTEUERUNG UND FERNBEDIENUNG
WO-ACS SERIE SOFTWARE basiert auf