
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




TIG-Schweißmaschine für Rohrverkleidung im Öl- und Gassektor
Mit dem Twin-Torch-Twin-Wire-Design kann die Einlagerungsrate bis zu 5,0 kg/h betragen.
Mit der EWM TETRIX 452 DC Pulsarchschweißstromversorgung und der TETRIX 200 HOT WIRE thermischen Drahtstromversorgung.Die Schweißleistung ist sehr ausgezeichnet.
Die EtherNet/IP-Digitalkommunikation, das PLC- und Servosystem der neuesten Generation von Rockwell AB, wird zur Steuerung und Überwachung einer Vielzahl von Eingangs-, Ausgangs- und Probenahmesignalen in hoher Auflösung verwendet.
- Übersicht
- Empfohlene Produkte
- Berührung & Rückzug
- Online-Anpassung
- AVC-Arc Spannungsregelung
- Tatsächliche Wertvisualisierung
- Fernunterstützung
- Bohrung zu Bohrung
- Datenlogger
- Die Schweißstromversorgung wird von der TETRIX 452 DC-Gleichstrom-Pulslichtbogenschweißstromversorgung der EWM AG, Deutschland, betrieben. Die Schweißmanövereigenschaften sind gut, der kontinuierliche Betrieb ist stabil und zuverlässig, und die Pulsfunktion erfüllt die Prozessanforderungen des Schweißens.
- Die TETRIX 200 HOT WIRE thermische Drahtstromversorgung von EWM wird verwendet.
- Betriebstemperatur: -40 °C bis +55 °C
FITco ist stolz, die Modell XHL-PCS Verkleidungsstation bereitzustellen, die für Rohre und Behälter für die Öl & Gas-, Chemie-, Ventilherstellung, Druckbehälter- und andere Industrien entwickelt wurde.
Die Ausrüstung wird hauptsächlich für die Korrosionsschutzschweißung der Innenseiten von Rohren mit weniger als 12,5m Länge verwendet, wobei das Schweissrohr durch eine Endenbolzenspindel gedreht wird, die Schweißfackel durch Seilzug und Führungsanlage positioniert wird und die vollständige Schweißung in den Kanal erfolgt.
- Gewicht des Werkstücks: bis zu 10 t
- Rohrmaterial: API 5L Gr.B, X52, X60, X65, Edelstahl, CrMo-Stahl usw.
- Bevelform: Schweißen der Innenwand ohne Neigung
- Bevel-Gruppenpaar: Keine;
- Schweißposition: 1G-Schweißposition (Schweißpistolen nicht bewegt, Werkstück dreht sich)
- Schweißmethode: heißes Draht TIG
- Erwärmungsbedarf: Gemäß dem Schweißverfahren ist das System nicht so eingerichtet, daß es sich erwärmt.
- Anforderungen an die Inspektion der Schweißschicht: 100% UT-Schichtung/100% PT
- Typische Werkstücke: warmgewalzte Stahlrohre, nahtlose Stahlrohre, Schmiederohre usw.

Technische Parameter:
|
1 |
Typ der Stromquelle |
Gleichstromumrichter |
|
2 |
Schweißstrom Arbeitszyklus ((40°C) |
5450A 450A 80%; 420A 100% |
|
3 |
Warmdrahtstrom Arbeitszyklus ((40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Spannung in offenem Stromkreis |
80 V |
|
5 |
Eingangsspannung |
3 × 400 V ((-25%+20%) 50/60 Hz |
|
6 |
Eingangsleistung |
60 KVA |
|
7 |
Kühlung durch Inverter |
Luftkühlung |
|
8 |
Display |
5.7“ Touch Panel Handheld Schnittstelle / 12“ Touch Panel auf dem Steuerkasten |
|
9 |
Datenanstellungsmethode |
Einstellung der Touch-Panel |
|
10 |
Fehlererkennung |
Werkstück Kurzschluss, Übertemperaturschutz, Überstromschutz, Überspannungsschutz, Wassermangel-Schutz, Gasmangel-Schutz, Stromfehler, Lichtbogenfehler. |
|
11 |
Fackel |
Doppel-Fackeln mit individueller externer konstanter Temperatur zirkulierendem Wasser Kühlung mit Kühlanlage |
|
12 |
Kühlwasservolumen |
6L |
|
13 |
Herstellungsstandard |
GB15579-2004 |
|
14 |
Sicherheitsniveau für Isolierung / Norm |
H/IP23 |
|
15 |
Verkleidungskapazität |
OD : Φ168 ~ Φ850mm / 6 bis 32 Zoll Identifizierung mindestens 140 nach der Bekleidung. Länge: Maximal 6500mm bis 12500mm gemäß Auftragsbestellung |
|
16 |
Einlagenquote ((2 Fackel) |
Maximal 4 kg/Stunde für langfristigen stabilen Betrieb. Kapazität bis 6 kg/h (je nach Zustand des Rohrschleifens, Geradenheit und Durchmesser) |
|
17 |
Überlagerungs-Reisegeschwindigkeit |
Bis zu 1200mm/Min |
|
18 |
Wirdgeschwindigkeit |
Bis zu 5 M/Min |
|
19 |
AVC-Genauigkeit |
± 0,3 V |
|
20 |
Spitzenstrom empfehlen |
150 bis 280 A |
|
21 |
Empfohlene Basisströmung |
100 bis 200 A |
|
22 |
Empfohlene Spannung |
8 bis 16 V |
|
23 |
Wolfram-Dias. |
3,2/4,0 mm |
|
24 |
Draht-Durchmesser & Spulen Größe |
1,2/1,6 mm 15kgs BS 300 Spulen (Φ300xW104xC53mm) oder 250 kg Fassschweißdraht |
|
25 |
Einfach Schichtdicke |
1 bis 3 mm |
|
26 |
Empfohlene Gasdurchflussrate |
12 bis 20 L/min |
|
27 |
Bogenstart |
HF/Kontakt |
 |
 |
 |
 |
Geräteanweisungen
Die Ausrüstung wird hauptsächlich für das Schweißen der langen Rohr-Innenwand verwendet, das Basisrohr wird durch den hohlen Schleuderschub-Schwingmechanismus angetrieben und gedreht, die Schweißpistole wird durch den Drahtseilzug und die Führungsanlage positioni
Die Ausrüstung besteht aus Schweißstromversorgung, Schweißkopf, Kopfantriebsführungssystem, Schweißschwingmechanismus, Walzrahmen, elektrischer Steuerung und Wasserkühlsystem.

SYSTEMSTEUERUNG UND FERNBEDIENUNG
WO-ACS SERIE SOFTWARE basiert auf
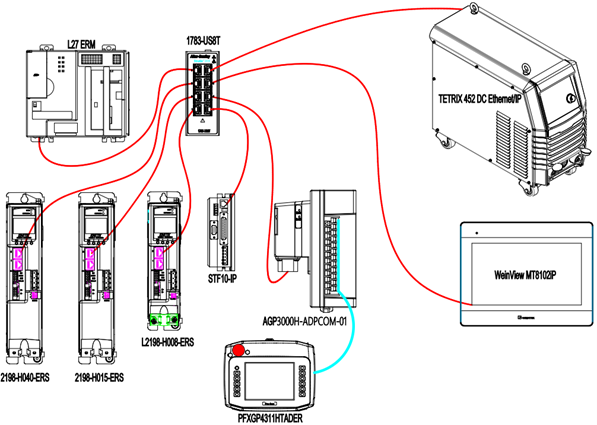
Schweißstromquelle:
Klimatisierung ist optional.
Kabinen-Klimaanlagen werden in Gebieten mit hoher Temperatur verwendet.





