EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Rörbeklädningsstation
Rörbeklädnadsstationerna använder TIG varmtrådssvetsning. Lämplig för automatisk svetsning av kolståltråd, rostfri ståltråd, nickelbaserad legeringstråd, slitstark svetstråd och andra. Den används främst för 12 meter långa rör inre vägg korrosionsskydd för varmvalsade stålrör, sömlösa stålrör, smidesrörs inre diameter beklädnad från 130 mm till 850 mm.
- Översikt
- Rekommenderade produkter
- - Peka och dra in
- -Justera online
- -AVC-Arc Voltage Control
- -Visualisering av verkligt värde
- -Fjärrstöd
- -Bar-till-borrning
- -Datalogg
FITco är hedrad att tillhandahålla modell XHL-PCS beklädnadsstation som är designad för rör och kärl för olja och gas, kemikalier, ventilstillverkning, tryckkärl och andra industrier.
Utrustningen används huvudsakligen för mindre än 12,5 m rörs inre vägg anti-korrosionssvetsning, svetsröret drivs av ändhål chuck rotation, svetsbrännaren dras av wire rope och vägledningsutrustning som positionerar och fullbordar svetsningen in i kanalen.
Den är lämplig för beklädnad av varmvalsade stålrör, sömlösa stålrör, smidesrör.
innerdiameter från 130 mm till 850 mm.
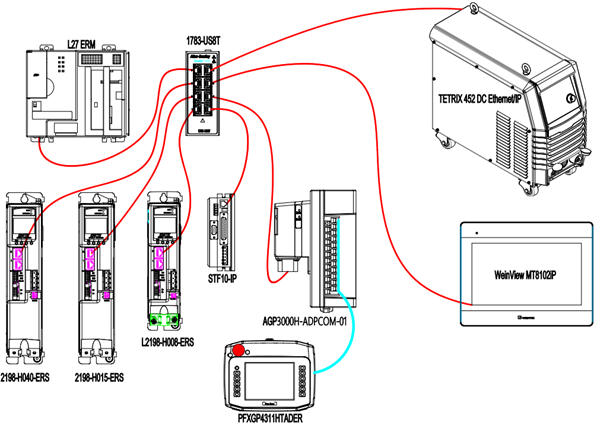
Den drivs av EWM Germany TETRIX 452 DC pulsbågsvetsningströmförsörjning och TETRIX 200 Hot Wire termisk tråd strömförsörjning.

Ansökan
- Arbetsstyckets diameter: φ850 mm ytterdiameter Max,140 mm Innerdiameter minimum (efter beklädnad)
- Arbetsstyckeslängd: upp till 12,5m
- Arbetsstyckets väggtjocklek: 9,53 till 80 mm
- Arbetsstyckesvikt: upp till 5t
- Rörmaterial: API 5L Gr.B, X52, X60, X65, rostfritt stål, CrMo-stål, etc.
- Trådmaterial och specifikationer: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi tråddiameter s1,2 mm;
- Fasadform: innerväggssvetsning utan lutning
- Fasadgruppspar: Inga;
- Svetsposition: 1G positionsvetsning (svetsgun inte rör sig, arbetsstycke roterar)
- Svetsmetod: hettråd TIG
- Uppvärmningskrav: Enligt svetsprocessen är systemet inte konfigurerat för att värma upp systemet.
- Inspektionskrav för svetslager: 100% UT-lager/100% PT
- Typiska arbetsstycken: varmvalsade stålrör, sömlösa stålrör, smidda rör, etc.

Tabell över produktparametrar:
|
1 |
Typ av strömkälla |
DC Typ Inverter |
|
2 |
Svetsström Arbetscykel(40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
Hettrådsström Arbetscykel(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Öppen krets spänning |
80 V |
|
5 |
Inmatningsspänning |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Ingångseffekt |
60 KVA |
|
7 |
Inverterkylning |
Luftkylning |
|
8 |
Display |
5.7” Touch Panel handhållen gränssnitt / 12” Touch Panel på kontrollskåp |
|
9 |
Datainställningsmetod |
Touchpanelinställning |
|
10 |
Felsökning |
Kortslutning, över temperaturskydd, över strömskydd, över spänningsskydd, vattenbristskydd, bristande gasskydd, strömavbrott, bågfel. |
|
11 |
Fackla |
Två svetsbrännare med individuell extern konstant temperatur cirkulerande vattenkylning med kylaggregat |
|
12 |
Kylvattenvolym |
6L |
|
13 |
Tillverkningsstandard |
För att få en sådan information: |
|
14 |
Isolationssäkerhetsnivå /Standard |
H/IP23 |
|
15 |
Beläggningskapacitet |
OD : Φ168 ~ Φ850mm / 6 till 32 tum ID minimum 140 efter beläggning. Längd: Max 6500mm till 12500mm enligt inköpsorder |
|
16 |
Insättningsgrad(2 lampor) |
Max 4 Kg/timme för långsiktig stabil drift. Kapacitet upp till 6kg/timme (enligt tillståndet för rörslipning, rakhet och diameter) |
|
17 |
Överläggningsrörelsehastighet |
Upp till 1200mm/min |
|
18 |
Trådmatningshastighet |
Upp till 5M/min |
|
19 |
AVC Noggrannhet |
±0.3V |
|
20 |
Rekommenderad toppström |
150~280A |
|
21 |
Rekommenderad basström |
100~200A |
|
22 |
Rekommenderad spänning |
8~16V |
|
23 |
Tungstensdiam. |
3.2/4.0mm |
|
24 |
Tråddiam. & Spole storlek |
1.2/1.6mm 15kgs BS 300 spolar (Φ300xW104xC53mm) eller 250 kgs tunnor svetstråd |
|
25 |
Enskiktstjocklek |
1~3mm |
|
26 |
Rekommenderad gasflödeshastighet |
12~20L/min |
|
27 |
Bågstartande |
HF/Kontakt |
 |
 |
 |
 |
Systemkontrollen och fjärrkontrollen
WO-ACS-SERIES Mjukvara baserad på