EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Станция по облицованию труб
Станции для облицовки труб используют процесс сварки горячей проволокой TIG. Подходит для автоматической сварки проволоки из углеродистой стали, проволоки из нержавеющей стали, проволоки из сплава на основе никеля, износостойкой сварочной проволоки и других. В основном используется для антикоррозионной защиты внутренней стенки трубы длиной 12 метров для горячекатаных стальных труб, бесшовных стальных труб, облицовки кованых труб внутренним диаметром от 130 мм до 850 мм.
- Обзор
- Рекомендуемые продукты
- -Нажмите и уберите
- -Онлайн настройка
- -AVC-Управление напряжением дуги
- -Визуализация фактического значения
- -Удаленная поддержка
- -Отверстие в отверстие
- -Журнал данных
FITco гордится тем, что предоставляет модель XHL-PCS станции обшивки, которая предназначена для труб и сосудов для нефтегазовой, химической, производства клапанов, сосудов под давлением и других отраслей.
Оборудование в основном используется для антикоррозийной сварки внутренней стенки труб длиной менее 12,5 м, сварочная труба приводится в движение вращением торцевого полого патрона, сварочная горелка управляется с помощью тросов и направляющего оборудования, что позволяет завершить сварку в канале.
Подходит для плакирования горячекатаных стальных труб, бесшовных стальных труб, кованых труб.
внутренний диаметр от 130 мм до 850 мм.
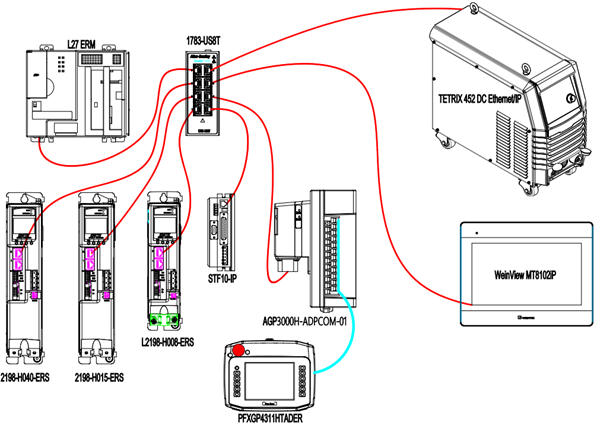
Оно питается от сварочного источника EWM Germany TETRIX 452 DC с импульсной дугой и термического провода TETRIX 200 Hot Wire.

Применение
- Диаметр заготовки: наружный диаметр φ850 мм макс., внутренний диаметр 140 мм мин. (после плакирования)
- Длина заготовки: до 12,5 м
- Толщина стенки заготовки: от 9,53 до 80 мм
- Вес заготовки: до 5т
- Материал труб: API 5L Gr.B, X52, X60, X65, нержавеющая сталь, CrMo сталь и т.д.
- Материалы и характеристики проволоки: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi диаметр проволоки ≤1,2 мм;
- Форма бебеля: сварка внутренней стены без наклона
- Пара группы бебеля: ни одна;
- Положение сварки: сварка в положении 1G (сварка пушки не двигается, вращение заготовки)
- Способ сварки: горячая проволока TIG
- Требования к нагреву: в соответствии с процессом сварки система не настроена на нагрев системы.
- Требования к проверке слоя сварки: 100% UT-слойка/100% PT
- Типичные заготовки: горячекатаные стальные трубы, цельнопрокатные стальные трубы, трубы для ковки и т.д.

Таблица параметров продукта:
|
1 |
Тип источника питания |
Инвертор типа постоянного тока |
|
2 |
Ток сварки Рабочий цикл(40℃) |
5450А 450A 80%; 420A 100% |
|
3 |
Текущий горячий провод Рабочий цикл(40℃) |
5200А 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Напряжение открытой цепи |
80 В |
|
5 |
Входное напряжение |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Входная мощность |
60 кВА |
|
7 |
Охлаждение инвертора |
Охлаждение воздухом |
|
8 |
Дисплей |
5.7” сенсорная панель ручного интерфейса / 12” сенсорная панель на контрольном шкафу |
|
9 |
Метод установки данных |
Настройка сенсорной панели |
|
10 |
Выявление ошибок |
Рабочий кусок короткое замыкание,защита от перенапряжения,защита от перенапряжения,защита от перенапряжения,защита от нехватки воды, отсутствие защиты от газа, ошибка питания, отказ дуги. |
|
11 |
Факел |
Двойные горелки с индивидуальным внешним постоянным температурным циркуляционным водяным охлаждением с чиллером |
|
12 |
Объем охлаждающей воды |
6Л |
|
13 |
Стандарт изготовления |
GB15579-2004 |
|
14 |
Уровень безопасности изоляции/стандарт |
H/IP23 |
|
15 |
Мощность облицовки |
Внешний диаметр: Φ168 ~ Φ850mm / 6 до 32 дюймов Идентификация минимум 140 после одежды. Длина: Максимум 6500mm до 12500mm в соответствии с заказом |
|
16 |
Ставка депозита ((2 факела) |
Максимум 4 кг/час для долгосрочной стабильной работы. Мощность до 6 кг/час (в зависимости от состояния шлифования труб, прямоты и диаметра) |
|
17 |
Скорость перемещения наложения |
До 1200mm/мин |
|
18 |
Скорость питания провода |
До 5 М/мин |
|
19 |
Точность AVC |
± 0,3 В |
|
20 |
Рекомендую пиковый поток |
150 ~ 280А |
|
21 |
Рекомендуемый базовый ток |
100 ~ 200 А |
|
22 |
Рекомендуемое напряжение |
8 ~ 16 В |
|
23 |
Вольфрамовый Диа. |
3,2/4,0 мм |
|
24 |
Диаметр проволоки и размер катушки |
1.2/1.6mm 15 кг катушки BS 300 (Φ300xW104xC53mm) или 250 кг варочных сварных проводов |
|
25 |
Толщина одного слоя |
1 ~ 3 мм |
|
26 |
Рекомендуемая скорость потока газа |
12 ~ 20 л/мин |
|
27 |
Начало дуговой сварки |
HF/Контакт |
 |
 |
 |
 |
Система управления и дистанционное управление
WO-ACS серии ПОЛОЖЕНИЕ основывается на