
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Машина для сварки с накладкой на трубы нефти и газа
При использовании двухточечного двухпровода, скорость отложения может достигать 5,0 кг/час.
С электрическим питанием для импульсной дуги Тетрикс 452 и Тетрикс 200 HOT WIRE.
Система ПЛК и сервосистема Rockwell AB последнего поколения, EtherNet/IP цифровой связи используется для управления и мониторинга широкого спектра входных, выходных и отборных сигналов в высоком разрешении.
- Обзор
- Рекомендуемые продукты
- Прикосновение и отсоединение
- Регулировать онлайн
- Управление напряжением AVC-Arc
- Визуализация фактической стоимости
- Удаленная поддержка
- Сверло-сверло
- Журнал данных
- Источник питания для сварки питается от TETRIX 452 DC-тип DC импульсного дугового сварочного источника питания, произведенного компанией EWM AG, Германия. Маневренные характеристики сварки хорошие, непрерывная работа стабильна и надежна, а его импульсная функция соответствует процессуальным требованиям сварки.
- Используется термический проводной источник питания TETRIX 200 HOT WIRE от EWM.
- Рабочая температура: -40°С~+55°С
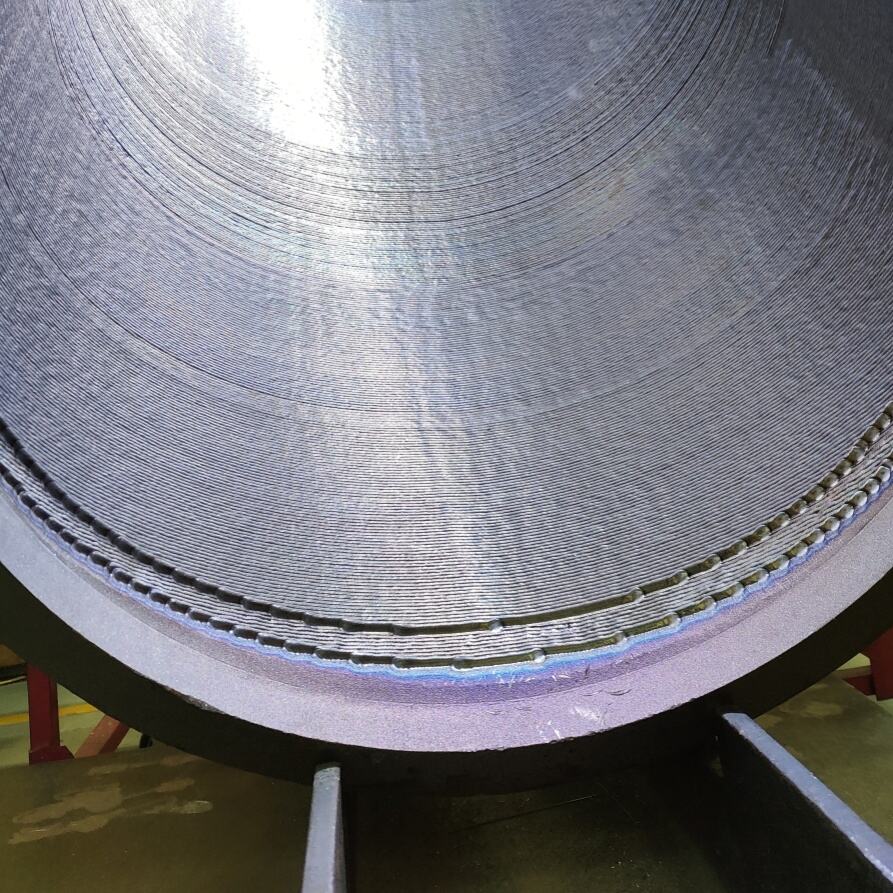
FITco гордится тем, что предоставляет модель XHL-PCS станции обшивки, которая предназначена для труб и сосудов для нефтегазовой, химической, производства клапанов, сосудов под давлением и других отраслей.
Оборудование в основном используется для антикоррозийной сварки внутренней стенки труб длиной менее 12,5 м, сварочная труба приводится в движение вращением торцевого полого патрона, сварочная горелка управляется с помощью тросов и направляющего оборудования, что позволяет завершить сварку в канале.
- Масса заготовки: до 10 т
- Материал труб: API 5L Gr.B, X52, X60, X65, нержавеющая сталь, CrMo сталь и т.д.
- Форма бебеля: сварка внутренней стены без наклона
- Пара группы бебеля: ни одна;
- Положение сварки: сварка в положении 1G (сварка пушки не двигается, вращение заготовки)
- Способ сварки: горячая проволока TIG
- Требования к нагреву: в соответствии с процессом сварки система не настроена на нагрев системы.
- Требования к проверке слоя сварки: 100% UT-слойка/100% PT
- Типичные заготовки: горячекатаные стальные трубы, цельнопрокатные стальные трубы, трубы для ковки и т.д.

Технические параметры:
|
1 |
Тип источника питания |
Инвертор типа постоянного тока |
|
2 |
Ток сварки Рабочий цикл(40℃) |
5450А 450A 80%; 420A 100% |
|
3 |
Текущий горячий провод Рабочий цикл(40℃) |
5200А 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Напряжение открытой цепи |
80 В |
|
5 |
Входное напряжение |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Входная мощность |
60 кВА |
|
7 |
Охлаждение инвертора |
Охлаждение воздухом |
|
8 |
Дисплей |
5.7” сенсорная панель ручного интерфейса / 12” сенсорная панель на контрольном шкафу |
|
9 |
Метод установки данных |
Настройка сенсорной панели |
|
10 |
Выявление ошибок |
Рабочий кусок короткое замыкание,защита от перенапряжения,защита от перенапряжения,защита от перенапряжения,защита от нехватки воды, отсутствие защиты от газа, ошибка питания, отказ дуги. |
|
11 |
Факел |
Двойные горелки с индивидуальным внешним постоянным температурным циркуляционным водяным охлаждением с чиллером |
|
12 |
Объем охлаждающей воды |
6Л |
|
13 |
Стандарт изготовления |
GB15579-2004 |
|
14 |
Уровень безопасности изоляции/стандарт |
H/IP23 |
|
15 |
Мощность облицовки |
Внешний диаметр: Φ168 ~ Φ850mm / 6 до 32 дюймов Идентификация минимум 140 после одежды. Длина: Максимум 6500mm до 12500mm в соответствии с заказом |
|
16 |
Ставка депозита ((2 факела) |
Максимум 4 кг/час для долгосрочной стабильной работы. Мощность до 6 кг/час (в зависимости от состояния шлифования труб, прямоты и диаметра) |
|
17 |
Скорость перемещения наложения |
До 1200mm/мин |
|
18 |
Скорость питания провода |
До 5 М/мин |
|
19 |
Точность AVC |
± 0,3 В |
|
20 |
Рекомендую пиковый поток |
150 ~ 280А |
|
21 |
Рекомендуемый базовый ток |
100 ~ 200 А |
|
22 |
Рекомендуемое напряжение |
8 ~ 16 В |
|
23 |
Вольфрамовый Диа. |
3,2/4,0 мм |
|
24 |
Диаметр проволоки и размер катушки |
1.2/1.6mm 15 кг катушки BS 300 (Φ300xW104xC53mm) или 250 кг варочных сварных проводов |
|
25 |
Толщина одного слоя |
1 ~ 3 мм |
|
26 |
Рекомендуемая скорость потока газа |
12 ~ 20 л/мин |
|
27 |
Начало дуговой сварки |
HF/Контакт |
 |
 |
 |
 |
Инструкции по оборудованию
Оборудование в основном используется для сварки длинной трубы внутренней стены, основной трубки приводится и вращается подземным механизмом свинга сварки с дубиной, сварочный пистолет расположен проволокой и проводником оборудования и завершен сварку в проход.
Оборудование состоит из сварного источника питания, сварной головки, системы управления приводом головы, механизма сварного раскачивания, роликовой рамы, системы электрического управления и системы водяного охлаждения.

Система управления и дистанционное управление
WO-ACS серии ПОЛОЖЕНИЕ основывается на
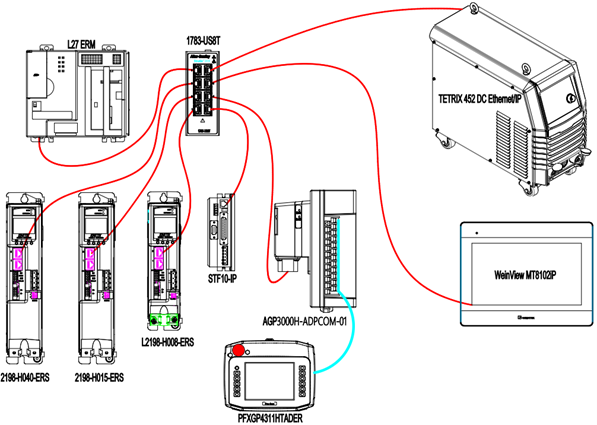
Система источника питания для сварки:
Кондиционер в кабинете необязательный
Кондиционеры используются в местах с высокой температурой.





