EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Stația de sudare cu fund TIG+MIG
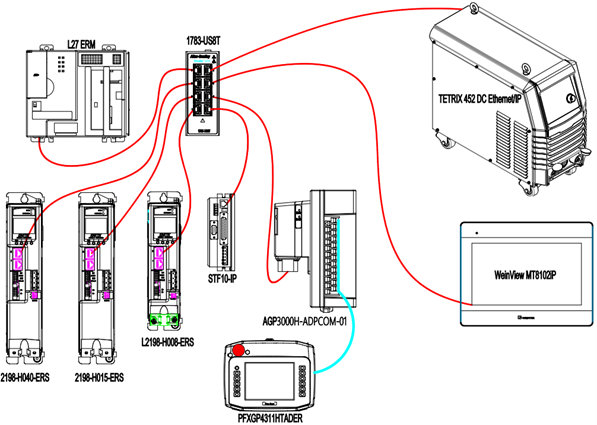
Echipamentul nostru adoptă cel mai avansat și mai stabil protocol de comunicare digitală Ethernet/IP, care asigură stabilitatea și comunicarea internă în timp util a echipamentului, dar, de asemenea, rezervă cea mai fiabilă interfață și cel mai convenabil protocol de comunicare pentru ca utilizatorii să realizeze digitalizarea la nivel de fabrică în viitorul.
- Prezentare generală
- Produse recomandate
- Atingere & retragere
- Ajustare online
- AVC-Controlul Tensiunii Arcului
- Vizualizarea valorii reale
- Suport la distanță
- De la gaură la gaură
- Jurnal de date
FIT-FAB-I-S-12M este o stație de sudare cu arc de argon, special dezvoltată pentru sudarea la capăt a țevilor și fitingurilor de oțel de mari dimensiuni (țevi de oțel, coturi, flanșe, tee-uri, diametre variabile etc.). Domeniul de aplicare 1-12m lungime țeavă de oțel și flanșă /1.5 cot/tee/dimensiune variabilă a îmbinării inelare exterioare prin sudare cu arc de argon la capăt; Diametrul piesei de lucru aplicabile Φ200mm ~ 1000mm.
Stația de lucru folosește un mecanism de strângere cu acționare rotativă a mandrina fixă pentru a conduce rotația țevii de oțel, patru grupuri de role mobile pentru a trage fitingul de țeavă, cadrul de sudură de mers se deplasează în poziția de sudare cap la cap, pistolul de sudură prin balansarea modulului, urmărire pentru a realiza sudarea cap la cap a tevilor si flanselor, cotului, teurilor, modificarea diametrului.

Tabelul parametrilor produsului:
|
Articol |
Parametrul tehnologiei |
|
|
Tensiune de intrare |
380V±10% 50±1Hz Trifazat Cinci fire |
|
|
Sursa de Sudare |
Phoenix 650 puls TETRIX 200 SMART HOT WIRE |
|
|
Procese de sudare |
GTAW: Valuta de sudare: 5A-550A Ciclu de funcționare (40℃): 420A 100% |
|
|
GMAW Valuta de sudare: 5A-550A Ciclu de funcționare (40℃): 420A 100% |
||
|
Sârmă Valuta de sudare: 20A-650A Ciclu de funcționare (40℃): 60% 590A; 100% 500A |
||
|
Temperatura mediului |
-20℃~50℃ |
|
|
Piesa de prelucrat Specificitați |
Diametrul conductei |
φ63~610mm |
|
Grosimea peretelui |
3~70mm |
|
|
Lungime |
200~6000mm |
|
|
Material |
Oțel carbon, oțel aliat, oțel inoxidabil, oțel la temperatură joasă, produse pentru bobină de țevi pentru placare. |
|
|
Cerința unghiului de teșire |
Canelură formă V, dublu în formă de V, tip în formă de U, tip I, gol îngust în formă de U, unghi teșit 3~ 37,5° |
|
|
Formă de sudare |
Diverse secțiuni de țeavă fac suduri cap la cap și inserează suduri de file interioare și externe, cum ar fi țeavă - țeavă, țeavă - cot, țeavă - flanșă, țeavă - te, țeavă - cap mare (mic), flanșă - țeavă - flanșă, flanșă - cot, etc. Flanșele includ: flanșă butuc și flanșe plate sudate. |
|
|
Formular Structura Echipamentului |
Tip split: Mecanismul de antrenare al mandrinei cu autocentrare cu trei fălci este complet separat de operatorul de sudură și poate merge de-a lungul șinei electric pentru a facilita încărcarea și descărcarea tubului, înainte și înapoi. |
|
|
Masina de operare pentru sudare |
Colonă |
Accident vascular cerebral eficient Mod de acționare: servomotor + șurub trapezoidal + șină de ghidare liniară |
|
Fascicul |
Accident vascular cerebral eficient Mod de acționare: servomotor + șurub cu bile + șină de ghidare liniară |
|
|
Şasiu |
Dimensiune Mod de conducere: convertor de frecvență + rolă + șină |
|
|
Sistem de acționare |
Modul de Conducere |
Servomotorul, reductorul, mandrina antrenează rotația tubului. |
|
Capacitate de încărcare |
Greutate verticală 2 tone, greutate excentrică 100 kg. |
|
|
Partea de tracțiune maximă |
≥2000N.m |
|
|
Viteza de rotație |
0,05-2 rpm, reglabil continuu (acționare servomotoare 3KW) |
|
|
Înălțimea centrului mandrinei |
≤ 1000 mm |
|
|
Sistem de Control |
Software de control |
Controlul PLC Rockwell și software-ul de control includ 10 seturi de programe de proces de sudare mature și stocarea maximă a 50 de seturi de programe de proces de sudare. |
|
Control de la distanță |
Interfață de dialog HMI pentru operator manual Pro-Face. |
|
|
Parolă |
Sistemul de control poate gestiona parolele pentru a distinge permisiunile utilizatorilor. |
|
|
Salvare automată și memorie pentru pană de curent |
Sistemul are funcția de memorie automată de salvare și întrerupere a alimentării, care poate preveni riscul cauzat de căderea de curent. |
|
|
Interval de setare a parametrilor de sudare |
Viteza de rotație a piesei de prelucrat 0-1000mm/min, lungimea teșirii 5-30mm, balansarea sudură 0-20mm, viteza de balansare: 0~300mm/min, stânga și dreapta rămân aproximativ 0-3s, sunt disponibile presetări și reglaj fin. |
|

Sistem de alimentare pentru sudare:
· Sursă de alimentare cu arc cu argon TETRIX 452 DC DC sursă de curent pentru sudarea cu arc cu argon în impulsuri, produsă de compania germană EWM. Mașina de sudură are caracteristici mecanice bune, funcționare continuă stabilă și fiabilă, iar funcția sa de impuls îndeplinește cerințele tehnice ale sudării la suprafață.
· Sursa de alimentare TETRIX 200 SMART HOT WIRE de la EWM este utilizată.
· Torch de sudare TIG automat, răcit cu apă, dezvoltat de sine, capacitate de transport a curentului nominal de 300A, durabil, cu un bun efect de protecție.
· Are o bună stabilitate a arcului atât la tensiune mare a arcului, cât și la tensiune mică a arcului.
· Sursele de alimentare sunt concepute pentru comunicare folosind cele mai multe protocoale standard, cum ar fi TCP/IP (LAN), CAN etc., și pot comunica direct cu un PLC.

CONTROLER DE SISTEM ȘI CONTROLER REMOT
SOFTWARE SERIA WO-ACS bazat pe