
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Mașină de sudare TIG pentru acoperirea țevilor de petrol și gaze
Cu proiectarea cu sârmă dublă, rata de depozit poate ajunge la 5,0 kg/oră.
Cu sursa de alimentare EWM TETRIX 452 DC puls arc sudare și sursa de alimentare TETRIX 200 HOT WIRE sârmă termică. Performanța de sudare este foarte excelentă.
Cel mai recent sistem de control cu comandă și servo al Rockwell AB, EtherNet/IP, este folosit pentru a controla și monitoriza o gamă largă de semnale de intrare, ieșire și eșantionare în rezoluție ridicată.
- Prezentare generală
- Produse recomandate
- Atingere & retragere
- Ajustare online
- AVC-Controlul Tensiunii Arcului
- Vizualizarea valorii reale
- Suport la distanță
- De la gaură la gaură
- Jurnal de date
- Sursa de alimentare pentru sudare este alimentată de TETRIX 452 de tip DC, sursă de alimentare pentru sudare cu arc pulsat, produsă de EWM AG, Germania. Caracteristicile de manevrare ale sudării sunt bune, funcționarea continuă este stabilă și fiabilă, iar funcția sa de puls îndeplinește cerințele procesului de sudare.
- Se utilizează sursa de alimentare termică cu fir TETRIX 200 HOT WIRE de la EWM.
- Temperatura de lucru: -40oC ~ +55oC
FITco este onorat să ofere stația de înveliș model XHL-PCS, care este proiectată pentru țevi și vase pentru petrol și gaze, chimie, fabricarea supapelor, vase sub presiune și alte industrii.
Echipamentul este utilizat în principal pentru sudarea anti-corozivă a pereților interiori ai tuburilor de mai puțin de 12,5 m, sudarea țevii fiind condusă de rotația mandrinei goale de la capăt, iar torța de sudură este trasă de un cablu de oțel și echipamente de ghidare pentru poziționare și finalizarea sudării în canal.
- greutatea piesei de lucru: până la 10 tone
- Material de tub: API 5L Gr.B, X52, X60, X65, oțel inoxidabil, oțel CrMo etc.
- Forma biselului: sudură a pereților interioare fără înclinare
- pereche de grupuri de bivel: niciuna;
- Poziția de sudare: sudare în poziție 1G (pistocul de sudare nu se mișcă, rotația piesei)
- Metoda de sudare: sârmă fierbinte TIG
- Cerințe de încălzire: în funcție de procesul de sudură, sistemul nu este configurat pentru a încălzi sistemul.
- Cerințe de inspecție a stratului de sudură: 100% stratare UT/100% PT
- Piese de prelucrat tipice: țevi de oțel laminate la cald, țevi de oțel fără cusături, tuburi de forjare etc.

Parametrii tehnici:
|
1 |
Tip de sursă de alimentare |
Tip DC Inverter |
|
2 |
Curent de sudură Ciclul de funcționare(40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
Curent de fir cald Ciclul de funcționare(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Tensiune în circuit deschis |
80V |
|
5 |
Tensiune de intrare |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Putere de intrare |
60 KVA |
|
7 |
Răcirea invertorului |
Refrigerare cu aer |
|
8 |
Display |
5.7” Panou tactil interfață portabilă / 12” Panou tactil pe dulapul de control |
|
9 |
Metodă de setare a datelor |
Setare prin panou tactil |
|
10 |
Detectare a defectelor |
Scurtcircuit la piesa de lucru, protecție împotriva supratemperaturii, protecție împotriva supracurentului, protecție împotriva supratensiunii, protecție împotriva lipsei de apă, protecție împotriva lipsei de gaz, eroare de alimentare, eșec al arcului. |
|
11 |
Torță |
Torțe duble cu răcire externă constantă a apei circulante cu răcitor |
|
12 |
Volumul de apă de răcire |
6L |
|
13 |
Standard de fabricație |
GB15579-2004 |
|
14 |
Nivel de siguranță a izolației /Standard |
H/IP23 |
|
15 |
Capacitate de acoperire |
OD : Φ168 ~ Φ850mm / 6 până la 32 Inch Identificarea minimă 140 după îmbrăcăminte. Lungime: Max 6500mm până la 12500mm conform comenzii de achiziție |
|
16 |
Rata de depozitare ((2 Torță) |
Max 4 Kg/oră pentru operare stabilă pe termen lung. Capacitate de până la 6 kg/oră (în funcție de starea de șlefuire a țevilor, dreptitudine și diametru) |
|
17 |
Viteza de deplasare a suprapunerii |
Până la 1200mm/Min |
|
18 |
Viteza de alimentare a firului |
Până la 5M/min |
|
19 |
Precizia AVC |
± 0,3V |
|
20 |
Curent de vârf recomandat |
150~280A |
|
21 |
Curent de bază recomandat |
100~200A |
|
22 |
Tensiune recomandată |
8~16V |
|
23 |
Diametru tungsten |
3,2/4,0 mm |
|
24 |
Diametru fir. & Dimensiunea bobinei |
1.2/1.6mm 15kgs BS 300 Bobine (Φ300xW104xC53mm) sau 250 kg de sârmă de sudură în butoi |
|
25 |
Grosimea stratului unic |
1~3mm |
|
26 |
Debit de gaz recomandat |
12~20L/min |
|
27 |
Pornire arc |
HF/Contact |
 |
 |
 |
 |
Instrucțiuni pentru echipament
Echipamentul este utilizat în principal pentru sudarea peretelui interior cu tub lung, tubul de bază este condus și rotit de mecanismul de leagăn cu sudură cu buton gol, pistolul de sudură este poziționat de tracțiunea de sârmă și echipamentul de ghidare și a finalizat sudarea în pasa
Echipamentul constă în alimentare cu energie de sudură, cap de sudură, sistem de ghidare a capului de conducere, mecanism de leagăn de sudură, cadru cu roți, sistem de control electric și sistem de răcire cu apă.

CONTROLER DE SISTEM ȘI CONTROLER REMOT
SOFTWARE SERIA WO-ACS bazat pe
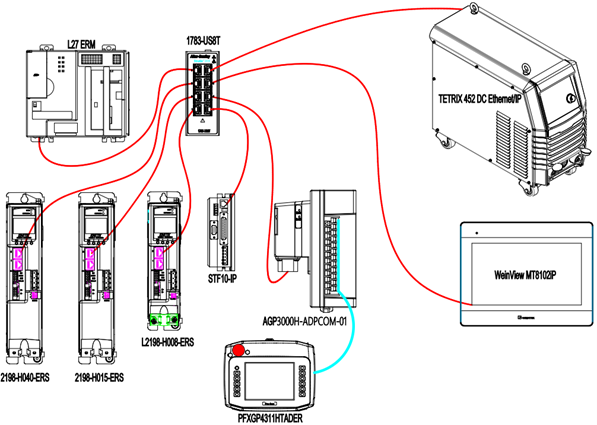
Sistem de sursă de energie de sudură:
Cabinetul de aer condiţionat este opţional.
Aparatele de aer condiţionat sunt folosite în zonele cu temperaturi ridicate.





