
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




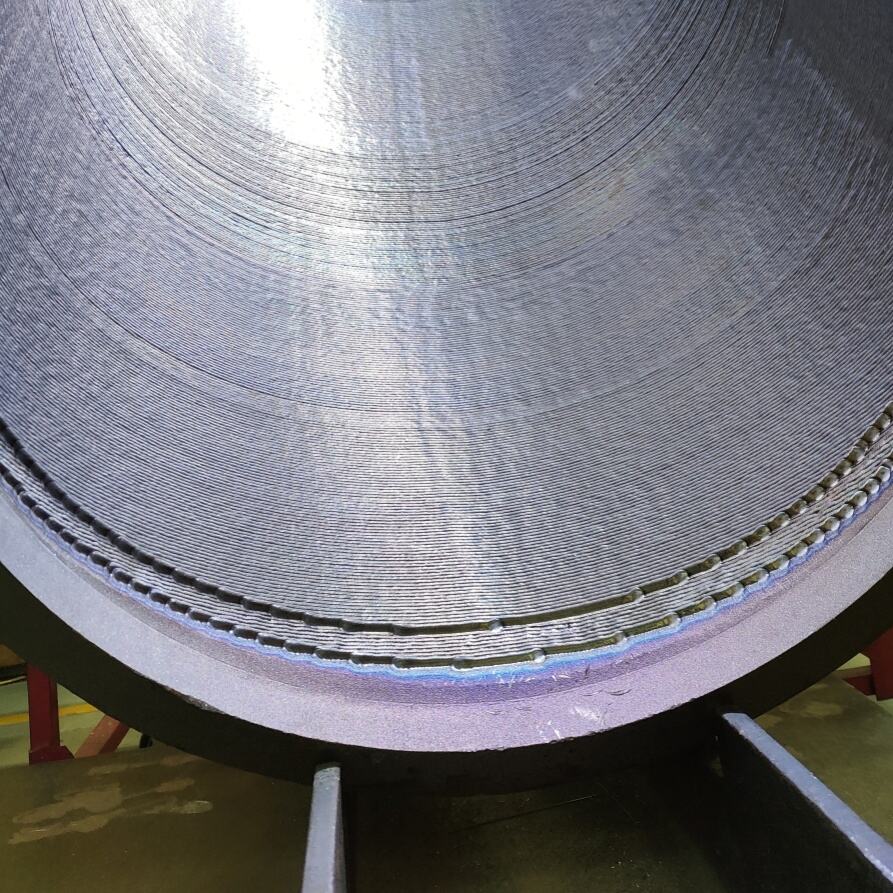
石油とガスパイプのコーティングオーバーレイTIG溶接機
ツイントーチツインワイヤーデザインにより、堆積率は最大5.0kg/時間に達することができます。
EWM TETRIX 452 DCパルスアーク溶接電源とTETRIX 200 HOT WIRE熱線電源を使用しています。溶接性能は非常に優れています。
ロックウェルABの最新世代PLCとサーボシステム、EtherNet/IPデジタル通信が使用され、高解像度で幅広い入力、出力、サンプリング信号を制御および監視します。
- 概要
- 推奨 製品
- 触れる&引き戻す
- オンライン調整
- AVC-アーチ ストレージ制御
- 実際の値の可視化
- 遠隔支援
- 掘り込みから掘り込みまで
- データログ
- 溶接電源は、ドイツのEWM AGが製造したTETRIX 452 DC型DCパルスアーク溶接電源を使用しています。溶接操作特性が優れ、連続運転が安定しており信頼性が高く、そのパルス機能は溶接の工程要件を満たしています。
- EWMのTETRIX 200 HOT WIRE熱線電源を使用します。
- 作業温度:-40ºC~+55ºC
FITcoは、石油・ガス、化学、バルブ製造、圧力容器およびその他の産業向けに設計されたモデルXHL-PCSクラッディングステーションを提供できることを光栄に思います。
この装置は、主に12.5m未満のチューブ内壁の防食溶接に使用され、溶接パイプは端部の中空チャックの回転によって駆動され、溶接トーチはワイヤーロープによって引っ張られ、ガイド装置によって位置決めされ、チャネル内で溶接が完了します。
- ワークピースの重量: 最大10トン
- チューブ材料: API 5L Gr.B, X52, X60, X65, ステンレス鋼, CrMo鋼など。
- ベベル形状: 傾斜なしの内壁溶接
- ベベルグループペア: なし;
- 溶接位置: 1G位置溶接(溶接ガンは動かず、ワークピースが回転)
- 溶接方法: ホットワイヤーTIG
- ウォームアップ要件: 溶接プロセスに応じて、システムはウォームアップの設定がされていません。
- 溶接層検査要件: 100% UT層別/100% PT
- 典型的なワークピース: 熱間圧延鋼管、シームレス鋼管、鍛造チューブなど。

テクニカルパラメータ:
|
1 |
電源の種類 |
DCタイプインバーター |
|
2 |
溶接電流 デューティサイクル(40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
ホットワイヤー電流 デューティサイクル(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%。 |
|
4 |
開放回路電圧 |
80V |
|
5 |
入力電圧 |
3×400V(-25%+20%) 50/60Hz |
|
6 |
入力電力 |
60 KVA |
|
7 |
インバーター冷却 |
空気冷却 |
|
8 |
ディスプレイ |
5.7インチタッチパネルハンドヘルドインターフェース / 制御キャビネット上の12インチタッチパネル |
|
9 |
データ設定方法 |
タッチパネル設定 |
|
10 |
故障検出 |
ワークピース短絡、過温度保護、過電流保護、過電圧保護、水不足保護、ガス不足保護、電源エラー、アーク故障。 |
|
11 |
トーチ |
チラー付きの個別外部定温循環水冷のツイントーチ |
|
12 |
冷却水量 |
6L |
|
13 |
製造基準 |
GB15579-2004 |
|
14 |
隔熱安全レベル/標準 |
H/IP23 |
|
15 |
被覆能力 |
外径 : Φ168 ~ Φ850mm / 6インチから32インチ 被覆後のID最小140。 長さ: 最大6500mmから12500mmまで、購入注文に応じて |
|
16 |
デポジット率(2トーチ) |
長期安定運転のための最大4 Kg/時間。 パイプ研磨の状態、直線性および直径に応じて最大6kg/時間 |
|
17 |
オーバーレイ移動速度 |
最大1200mm/分 |
|
18 |
ワイヤ供給速度 |
最大5M/分 |
|
19 |
AVC精度 |
±0.3V |
|
20 |
推奨ピーク電流 |
150~280A |
|
21 |
推奨ベース電流 |
100~200A |
|
22 |
推奨電圧 |
8~16V |
|
23 |
タングステン直径 |
3.2/4.0mm |
|
24 |
ワイヤー直径とスプールサイズ |
1.2/1.6mm 15kgs BS 300スプール (Φ300xW104xC53mm) または 250 kgバレル溶接ワイヤ |
|
25 |
単層厚さ |
1~3mm |
|
26 |
推奨ガス流量 |
12~20L/min |
|
27 |
アーク始動 |
HF/接触 |
 |
 |
 |
 |
設備の取扱説明書
この装置は主に長いチューブの内壁溶接に使用され、ベースチューブは中空チャック溶接スイング機構によって駆動され回転します。溶接ガンはワイヤーロープの引っ張りとガイド装置によって位置決めされ、通路への溶接が完了します。
この装置は、溶接電源、溶接ヘッド、ヘッド駆動ガイダンスシステム、溶接スイング機構、ローラーフレーム、電気制御システムおよび水冷システムで構成されています。

システムコントローラーとリモコン
ソフトウェアのベースは
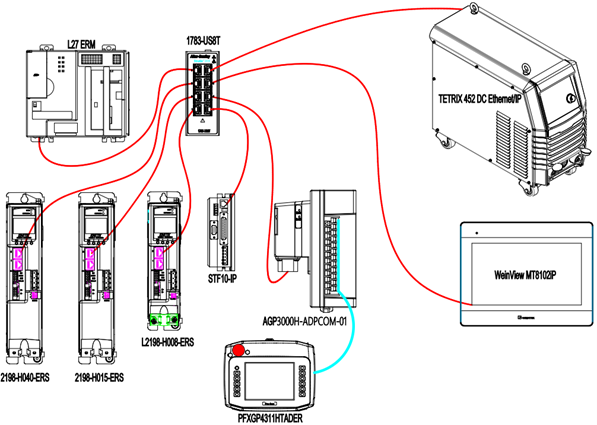
溶接電源システム:
キャビネットエアコンはオプションです。
キャビネットエアコンは高温の地域で使用されます。





