
FITcoは、油気・化学・バルブ製造・圧力容器その他の産業向けに設計された新しいパイプクラディングステーションを提供できることを光栄に思います。
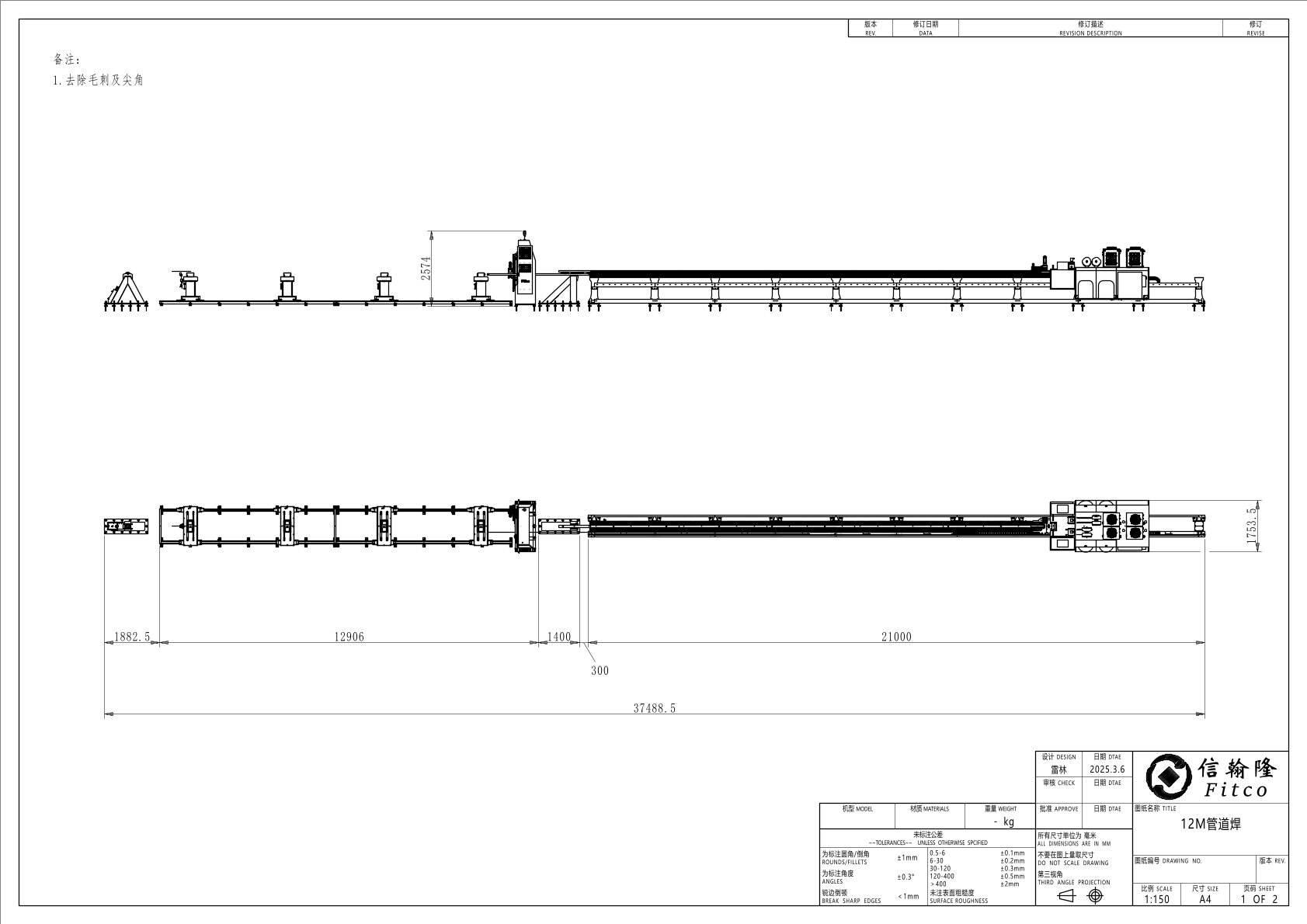
溶接トーチ機構と溶接電源システムはメインフレームに全体として取り付けられ、効果的に溶接トーチケーブルの長さを短縮し、設備の安定性を確保します。溶接トーチヘッドはガイドレールに取り付けられており、PID制御されたプッシュロッドを使用して上下に移動できます。溶接トーチには自動アーク電圧追跡機能があり、溶接トーチが溶接面からずれた場合でも、適時に調整可能です。強制冷却および循環水冷却により、溶接トーチは長時間連続作業が可能です。溶接トーチの長さは12mで、デュアルトーチヘッド、単一タングステン電極、デュアルワイヤフィーダーを備えており、溶接後に内径135mmの溶接応用を実現します。フローティングポジショナーを採用しており、溶接中に鋼管が跳ねることはありません。リニアガイドローラーフレーム。油圧シリンダによる鋼線ロック。これは熱間圧延鋼管、無継ぎ鋼管、鍛造管のクラディングに適しています。
内径は135mmから800mm。
設備容量:
作業物外径:D168 – D850mm
作業物内径:D135 – D800mm(クラッディング後)
作業物長さ:最大12m
溶接長さ:最大12mホットワイヤー
溶接速度:最大600mm/分
溶接トーチタイプ:デュアルトーチ、シングルタングステンワイヤー、デュアルワイヤー
タングステン電極直径:4.8mm
融着率:最大4.5kg/時間
作業物の重量:最大10t
管:API 5L Gr.B、X52、X60、X65、ステンレス鋼、CrMo鋼など
溶接消耗材および仕様:ERNiCrMo-3、ERNiFeCr-1、ER316L、ER2209、ERCCoCr-E、ERCCoCr-A、ERNi1、ERCuNi
溶接ワイヤ径: φ1.2mmまたはφ1.6mm;
ランプ形状:傾斜なしで内部壁溶接
溶接位置:1G位置溶接(溶接トーチ固定、作業物回転)
溶接方法:ホットワイヤTIG
溶接層検査要求事項:100% UT層分離/100% PT
典型的な作業物:熱間圧延鋼管、無継ぎ鋼管、鍛造管など
 ホットニュース
ホットニュース2025-01-09

 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





