
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Machine de soudage TIG pour revêtement de conduites de pétrole et de gaz
Avec le design à double torche et double fil, le taux de dépôt peut atteindre 5,0 kg/heure.
Avec l'alimentation de soudage à arc pulsé DC TETRIX 452 d'EWM et l'alimentation de fil thermique TETRIX 200 HOT WIRE. La performance de soudage est très excellente.
Le dernier système PLC et servo de Rockwell AB, la communication numérique EtherNet/IP est utilisée pour contrôler et surveiller une large gamme de signaux d'entrée, de sortie et d'échantillonnage en haute résolution.
- Aperçu
- Produits recommandés
- Toucher et retirer
- Ajustez en ligne
- Contrôle de tension par arc AVC
- Visualisation de la valeur réelle
- Assistance à distance
- Pour les machines à sous-traiter
- Journaux de données
- L'alimentation de soudage est alimentée par l'alimentation de soudage à arc pulsé de type DC TETRIX 452 produite par EWM AG, Allemagne. Les caractéristiques de manœuvre de soudage sont bonnes, le fonctionnement continu est stable et fiable, et sa fonction de pulsation répond aux exigences du processus de soudage.
- L'alimentation thermique à fil chaud TETRIX 200 d'EWM est utilisée.
- Température de fonctionnement : -40ºC~+55ºC
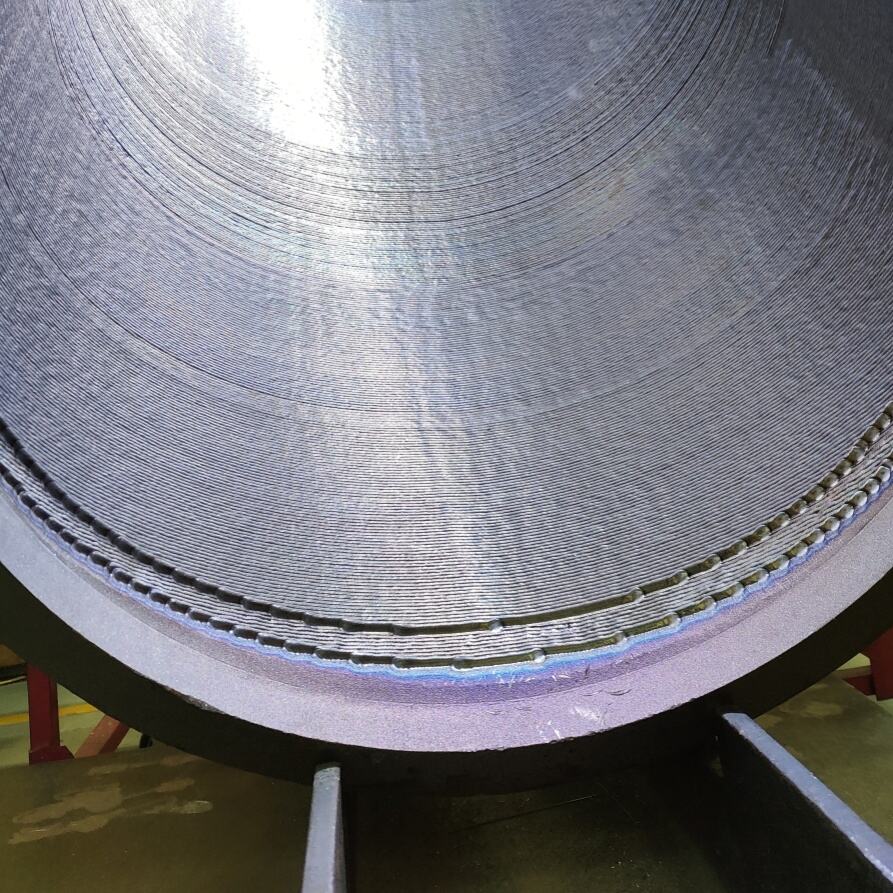
FITco est honoré de fournir la station de revêtement modèle XHL-PCS qui est conçue pour les tuyaux et les récipients pour le pétrole et le gaz, la chimie, la fabrication de vannes, les récipients sous pression et d'autres industries.
L'équipement est principalement utilisé pour le soudage anti-corrosion de la paroi intérieure des tubes de moins de 12,5 m, le tuyau de soudage étant entraîné par la rotation du mandrin creux à l'extrémité, le chalumeau étant tiré par un câble et guidé par un équipement de positionnement pour compléter le soudage dans le canal.
- Poids de la pièce : jusqu'à 10Ton
- Matériau du tube : API 5L Gr.B, X52, X60, X65, acier inoxydable, acier CrMo, etc.
- Forme de chanfrein : soudage de la paroi intérieure sans inclinaison
- Groupe de chanfrein : Aucun;
- Position de soudage : soudage en position 1G (pistolet de soudage immobile, rotation de la pièce)
- Méthode de soudage : TIG à fil chaud
- Exigences de préchauffage : Selon le processus de soudage, le système n'est pas configuré pour préchauffer le système.
- Exigences d'inspection de la couche de soudage : 100 % UT couche/100 % PT
- Pièces de travail typiques : tuyaux en acier laminé à chaud, tuyaux en acier sans soudure, tubes forgés, etc.

Paramètres techniques :
|
1 |
Type de source d'alimentation |
Inverter de type DC |
|
2 |
Courant de soudage Cycle de service(40℃) |
5~450A les pièces de rechange doivent être en forme de cartouches. |
|
3 |
Courant de fil chaud Cycle de service(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Tension à vide |
80 V |
|
5 |
Tension d'entrée |
les fréquences de décharge sont calculées en fonction des fréquences de décharge. |
|
6 |
Puissance d'entrée |
60 KVA |
|
7 |
Refroidissement de l'inverter |
Refroidissement par air |
|
8 |
Affichage |
interface manuelle à écran tactile de 5,7 pouces / écran tactile de 12 pouces sur le panneau de contrôle |
|
9 |
Méthode de réglage des données |
Réglage par écran tactile |
|
10 |
Détection de défaut |
Court-circuit de la pièce, protection contre la surchauffe, protection contre les surintensités, protection contre les surtensions, protection contre le manque d'eau, protection contre le manque de gaz, erreur d'alimentation, échec de l'arc. |
|
11 |
Torche |
Torches jumelées avec refroidissement à eau circulante à température constante externe individuelle avec refroidisseur |
|
12 |
Volume de l'eau de refroidissement |
6L |
|
13 |
Norme de fabrication |
GB15579-2004 |
|
14 |
Niveau de sécurité d'isolation /Norme |
H/IP23 |
|
15 |
Capacité de revêtement |
OD : Φ168 ~ Φ850mm / 6 à 32 pouces ID minimum 140 après revêtement. Longueur : Max 6500mm à 12500mm selon la commande d'achat |
|
16 |
Taux de dépôt(2 Torches) |
Max 4 Kg/heure pour un fonctionnement stable à long terme. Capacité jusqu'à 6kg/heure (selon l'état du meulage des tuyaux, la rectitude et le diamètre) |
|
17 |
Vitesse de déplacement de superposition |
Jusqu'à 1200mm/min |
|
18 |
Vitesse d'alimentation du fil |
Jusqu'à 5M/Min |
|
19 |
Précision AVC |
±0.3V |
|
20 |
Recommander le courant de pointe |
150~280A |
|
21 |
Courant de base recommandé |
100~200A |
|
22 |
Voltage recommandé |
8~16V |
|
23 |
Le tungstène Dia. |
3.2/4.0mm |
|
24 |
Diamètre de fil et taille de bobine |
1.2/1.6mm bobines BS 300 de 15kgs (Φ300xL104xH53mm) ou fil de soudage de baril de 250 kgs |
|
25 |
Épaisseur de couche unique |
1 à 3 mm |
|
26 |
Débit de gaz recommandé |
12~20L/min |
|
27 |
Démarrage de l'arc |
HF/Contact |
 |
 |
 |
 |
Instructions sur l'équipement
L'équipement est principalement utilisé pour le soudage de la paroi intérieure de tubes longs, le tube de base est entraîné et tourné par le mécanisme de balancement de soudage à mandrin creux, le pistolet de soudage est positionné par le tirage de câble et l'équipement de guidage et termine le soudage dans le passage.
L'équipement se compose d'une source d'alimentation de soudage, d'une tête de soudage, d'un système de guidage de tête, d'un mécanisme de balancement de soudage, d'un cadre à rouleaux, d'un système de contrôle électrique et d'un système de refroidissement à eau.

SYSTÈME DE CONTRÔLE ET TÉLÉCOMMANDE
LOGICIEL DE LA SÉRIE WO-ACS basé sur
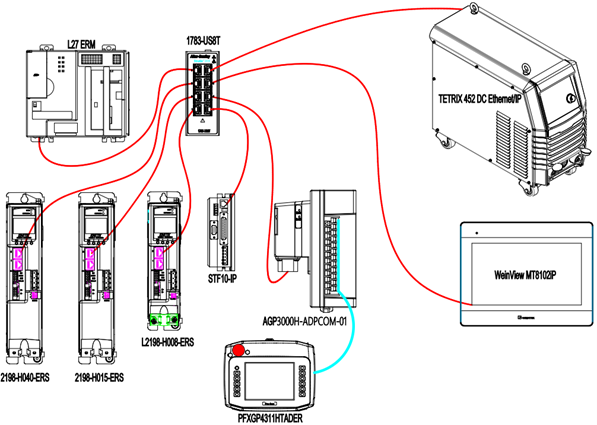
Système de source d'alimentation de soudage :
La climatisation de l'armoire est optionnelle
Les climatiseurs de cabinet sont utilisés dans des zones à haute température.





