EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Estación de soldadura de traseros TIG+MIG
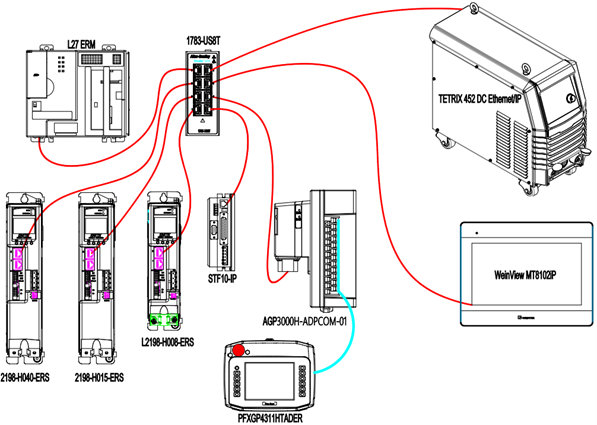
Nuestro equipo adopta el protocolo de comunicación digital Ethernet/IP más avanzado y estable, que garantiza la estabilidad y la comunicación interna oportuna del equipo, pero también reserva la interfaz más confiable y el protocolo de comunicación más conveniente para que los usuarios logren la digitalización a nivel de fábrica en el futuro.
- Resumen
- Productos Recomendados
- Tocar y retraer
- Ajuste en línea
- AVC-Control de Voltaje de Arco
- Visualización del valor real
- Soporte remoto
- De orificio a orificio
- Registro de datos
FIT-FAB-I-S-12M es una estación de trabajo para soldadura TIG con arco de argón, desarrollada especialmente para la soldadura en butt de tuberías y accesorios de acero de gran tamaño (tuberías de acero, codos, uniones, tees, cambios de diámetro, etc.). Rango de aplicación 1-12m de longitud de tubería de acero y unión de aro exterior de soldadura TIG con arco de argón de codo/tee/cambio de diámetro; Diámetro del trabajo aplicable Φ200mm ~ 1000mm.
La estación de trabajo utiliza un mecanismo de sujeción con accionamiento giratorio de mandril fijo para impulsar la rotación del tubo de acero, cuatro grupos de rodillos móviles para arrastrar el accesorio del tubo, el marco de soldadura móvil se mueve a la posición de soldadura a tope, la pistola de soldadura mediante el módulo oscila, seguimiento para realizar la soldadura a tope de tuberías y bridas, codos, tes, cambiando el diámetro.

Cuadro de parámetros del producto:
|
Artículo |
Parámetros tecnológicos |
|
|
Voltaje de entrada |
380 V ± 10 % 50 ± 1 Hz Trifásico Cinco cables |
|
|
Fuente de alimentación para soldadura |
Phoenix 650 pulsos CABLE CALIENTE INTELIGENTE TETRIX 200 |
|
|
Procesos de soldadura |
GTAW: Moneda de soldadura: 5A-550A Ciclo de trabajo (40 ℃): 420 A 100 % |
|
|
GMAW Moneda de soldadura: 5A-550A Ciclo de trabajo (40 ℃): 420 A 100 % |
||
|
Sierra Moneda de soldadura: 20A-650A Ciclo de trabajo (40 ℃): 60 % 590 A; 100 % 500 A |
||
|
Temperatura Ambiental |
-20℃~50℃ |
|
|
Pieza de trabajo Especificación |
Diámetro de la Tubería |
φ63~610 mm |
|
Espesor de la pared |
3 ~ 70 mm |
|
|
Longitud |
200 ~ 6000 mm |
|
|
Material |
Productos de acero al carbono, acero aleado, acero inoxidable, acero para bajas temperaturas y carretes de tuberías de revestimiento. |
|
|
Requisito de ángulo de bisel |
Forma de ranura en V, forma de V doble, tipo en forma de U, tipo I, forma de U con espacio estrecho, ángulo de bisel de 3 a 37,5° |
|
|
Forma de soldadura |
Varias secciones de tubería se sueldan a tope con soldaduras circunferenciales e insertan soldaduras de filete internas y externas, como tubería - tubería, tubería - codo, tubería - brida, tubería - T, tubería - cabeza grande (pequeña), brida - tubería - brida, brida - codo, etc. Las bridas incluyen: brida de cubo y bridas soldadas planas. |
|
|
Formulario de estructura del equipo |
Tipo dividido: El mecanismo de accionamiento del mandril autocentrante de tres mordazas está completamente separado del operador de soldadura y puede caminar a lo largo de la pista eléctricamente para facilitar la carga y descarga del tubo, hacia adelante y hacia atrás. |
|
|
Máquina de soldadura en funcionamiento |
El número de puntos |
Golpe efectivo Modo de accionamiento: servomotor + tornillo trapezoidal + carril guía lineal |
|
Rayo |
Golpe efectivo Modo de accionamiento: servomotor + husillo de bolas + riel guía lineal |
|
|
Chasis |
Tamaño Modo de conducción: convertidor de frecuencia + rodillo + raíl |
|
|
Sistema de Accionamiento |
Modo de conducción |
El servomotor, el reductor y el mandril impulsan la rotación del tubo. |
|
Capacidad de carga |
Peso vertical 2 toneladas, peso excéntrico 100 kg. |
|
|
Par máximo |
≥2000 N.m |
|
|
Velocidad de Rotación |
0,05-2 rpm, ajustable de forma continua (accionamiento por servomotor de 3 KW) |
|
|
Altura central del mandril |
≤ 1000 mm |
|
|
Sistema de Control |
Software de Control |
El control PLC de Rockwell y el software de control incluyen 10 conjuntos de programas de procesos de soldadura maduros y un almacenamiento máximo de 50 conjuntos de programas de procesos de soldadura. |
|
Control remoto |
Interfaz de diálogo HMI del operador manual Pro-Face. |
|
|
Contraseña |
El sistema de control puede administrar contraseñas para distinguir los permisos de los usuarios. |
|
|
Guardado automático y memoria en caso de fallo de alimentación |
El sistema tiene una función de ahorro automático y memoria de falla de energía, lo que puede prevenir el riesgo causado por fallas de energía. |
|
|
Rango de ajuste de parámetros de soldadura |
Velocidad de rotación de la pieza de trabajo 0-1000 mm/min, longitud de bisel 5-30 mm, oscilación de soldadura 0-20 mm, velocidad de oscilación: 0~300 mm/min, izquierda y derecha permanecen aproximadamente 0-3 s, ajustes preestablecidos y ajustes finos están disponibles. |
|

Sistema de alimentación de energía para soldadura:
· Fuente de alimentación de arco de argón TETRIX 452 DC Fuente de alimentación de soldadura de arco de argón pulsado DC producida por la empresa alemana EWM. La máquina de soldar tiene buenas características mecánicas, un funcionamiento continuo estable y confiable, y su función de pulso cumple con los requisitos técnicos de la soldadura de superficies.
· Se utiliza el suministro de energía SMART HOT WIRE TETRIX 200 de EWM.
· Antorcha de soldadura TIG automática con enfriamiento por agua desarrollada internamente, capacidad de corriente nominal de 300A, duradera, buen efecto de protección.
· Tiene buena estabilidad de arco tanto en alta tensión de arco como en baja tensión de arco.
· Fuentes de alimentación diseñadas para comunicarse utilizando la mayoría de los protocolos estándar como TCP/IP (LAN), CAN, etc., pueden comunicarse directamente con un PLC.

CONTROLADOR DEL SISTEMA Y CONTROLADOR REMOTO
SOFTWARE DE SERIE WO-ACS basado en