EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





Станция за заваряване на задниците TIG+MIG
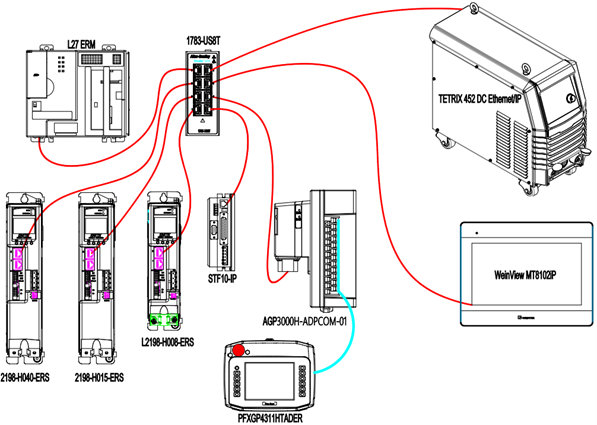
Нашето оборудване приема най-модерния и най-стабилен цифров комуникационен протокол Ethernet/IP, който гарантира стабилността и навременната вътрешна комуникация на оборудването, но също така запазва най-надеждния интерфейс и най-удобния комуникационен протокол за потребителите, за да постигнат цифровизация на фабрично ниво в бъдещето.
- Преглед
- Препоръчани продукти
- Докосване и прибиране
- Онлайн настройка
- AVC-Контрол на арковото напрежение
- Визуализация на действителната стойност
- Дистанционна поддръжка
- От отвор до отвор
- Данни Логгер
FIT-FAB-I-S-12M е рабоча станция за варка с аргонов дъг, специално разработена за бутна варка на големи стоманени тръби и компоненти (стоманени тръби, локли, фланси, т-образни кръстосания, променливи диаметри и др.). Област на приложение 1-12м дълги стоманени тръби и фланси /1.5 локли/т-образни кръстосания/променлив диаметър на външното обединяване при аргонова дъгова бутна варка; Приложими диаметри на детайлите Φ200mm ~ 1000mm.
Работната станция използва затягащ механизъм с въртящо се задвижване на патронника, за да задвижва въртенето на стоманената тръба, четири групи подвижни ролки за плъзгане на фитинга на тръбата, подвижната рамка за заваряване се премества в позиция за челно заваряване, пистолетът за заваряване от люлка на модула, проследяване за осъществяване на челно заваряване на тръби и фланци, колена, тройници, промяна на диаметъра.

Таблица на параметрите на продукта:
|
Предмет |
Технологичен параметър |
|
|
Входно напрежение |
380V±10% 50±1Hz Трифазен Петпроводен |
|
|
Захранване за заваряване |
Феникс 650 пулс TETRIX 200 SMART HOT WIRE |
|
|
Заваръчни процеси |
GTAW: Заварена валута: 5A-550A Работен цикъл (40 ℃): 420A 100% |
|
|
GMAW Заварена валута: 5A-550A Работен цикъл (40 ℃): 420A 100% |
||
|
SAW Заварена валута: 20A-650A Работен цикъл (40 ℃): 60% 590A; 100% 500A |
||
|
Околна температура |
-20℃~50℃ |
|
|
Детайл Спецификация |
Диаметър на тръбата |
φ63~610 мм |
|
Дебелина на стената |
3~70 мм |
|
|
Дължина |
200~6000 мм |
|
|
Материал |
Продукти от въглеродна стомана, легирана стомана, неръждаема стомана, нискотемпературна стомана, облицовъчни тръбопроводи. |
|
|
Изискване за ъгъл на скосяване |
V-образна форма на жлеб, двойно V-образен, U-образен тип, I тип, U-образна форма с тясна междина, ъгъл на скосяване 3~ 37,5° |
|
|
Заваръчна форма |
Различни тръбни секции челно обиколни заварки и вмъкване на вътрешни и външни ъглови заварки, като тръба - тръба, тръба - коляно, тръба - фланец, тръба - тройник, тръба - голяма (малка) глава, фланец - тръба - фланец, фланец - коляно, и др. Фланците включват: фланец на главината и плоски заварени фланци. |
|
|
Формуляр за структурата на оборудването |
Разделен тип: Тричелюстен самоцентриращ се задвижващ механизъм на патронника е напълно отделен от заваръчния оператор и може да се движи по пистата електрически, за да улесни зареждането и разтоварването на тръбата, напред и назад. |
|
|
Работна машина за заваряване |
Колонка |
Ефективен удар Режим на задвижване: серво мотор + трапецовиден винт + линейна водеща релса |
|
Луч |
Ефективен удар Режим на задвижване: серво мотор + сферичен винт + линейна водеща релса |
|
|
Шаси |
Размер Режим на движение: честотен преобразувател + ролка + релса |
|
|
Двигателна система |
Режим на шофиране |
Серво мотор, редуктор, патронник задвижват въртенето на тръбата. |
|
Носимоспособност |
Вертикално тегло 2 тона, ексцентрично тегло 100 кг. |
|
|
Максималният въртящ момент |
≥2000N.m |
|
|
Скорост на въртене |
0.05-2rpm,Безстепенна настройка (3KW серво моторно задвижване) |
|
|
Централна височина на патронника |
≤ 1000 mm |
|
|
Контролна система |
Контролен софтуер |
Контролът на Rockwell PLC и контролният софтуер включват 10 комплекта зрели програми за процес на заваряване и максимално съхранение от 50 комплекта програми за процес на заваряване. |
|
Управление с дистанционно управление |
Pro-Face Manual оператор HMI диалогов интерфейс. |
|
|
Парола |
Системата за контрол може да управлява пароли, за да разграничава потребителските разрешения. |
|
|
Памет за автоматично запазване и прекъсване на захранването |
Системата има функция за автоматично запазване и памет за прекъсване на захранването, която може да предотврати риска, причинен от прекъсване на захранването. |
|
|
Диапазон на настройка на параметрите за заваряване |
Скорост на въртене на детайла 0-1000 mm/min, дължина на скосяване 5-30 mm, люлка на заваряване 0-20 mm, скорост на въртене: 0 ~ 300 mm/min, оставане наляво и надясно около 0-3 s, налични са предварителни настройки и фина настройка. |
|

Захранваща система за заваряване:
· Аргонодъгово захранване TETRIX 452 DC DC импулсно аргоно-дъгово захранване произведено от немската фирма EWM. Заваръчната машина има добри механични характеристики, стабилна и надеждна продължителна работа, а импулсната й функция отговаря на техническите изисквания за наваряване.
· Използва се TETRIX 200 SMART HOT WIRE питащо устройство от EWM.
· Саморазработен воденостуден автоматичен ТИГ варач, с номинална тока 300A, устойчив, с добро защитно действие.
· Има добър дъгов устойчивост както при високо, така и при ниско дъгово напрежение.
· Питащи устройства, проектирани за комуникация чрез най-разпространените стандарти като TCP/IP (LAN), CAN и др., могат директно да комуникират с PLC.

Системен контролер и дистанционно управление
WO-ACS серия SOFTWARE базирана на