
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




TIG заваръчна машина за облицовка на нефт и газ
С дизайна на двойна горелка с двойно проводник, скоростта на отлагане може да достигне до 5.0kg/час.
С EWM TETRIX 452 DC пулсова дъгово заваръчно захранване и TETRIX 200 HOT WIRE термично проводниково захранване. Заваръчната производителност е много отлична.
Най-новото поколение PLC и серво система на Rockwell AB, EtherNet/IP цифрова комуникация се използва за контрол и мониторинг на широк спектър от входни, изходни и пробни сигнали с висока разделителна способност.
- Преглед
- Препоръчани продукти
- Докосване и прибиране
- Онлайн настройка
- AVC-Контрол на арковото напрежение
- Визуализация на действителната стойност
- Дистанционна поддръжка
- От отвор до отвор
- Данни Логгер
- Задвижването за заваряване е захранвано от TETRIX 452 DC-тип DC пулсова дъгово заваръчно захранване, произведено от EWM AG, Германия. Характеристиките на маневриране при заваряване са добри, непрекъснатата работа е стабилна и надеждна, а пулсовата функция отговаря на процесните изисквания за заваряване.
- Използва се TETRIX 200 HOT WIRE термично захранване от EWM.
- Работна температура: -40ºC~+55ºC
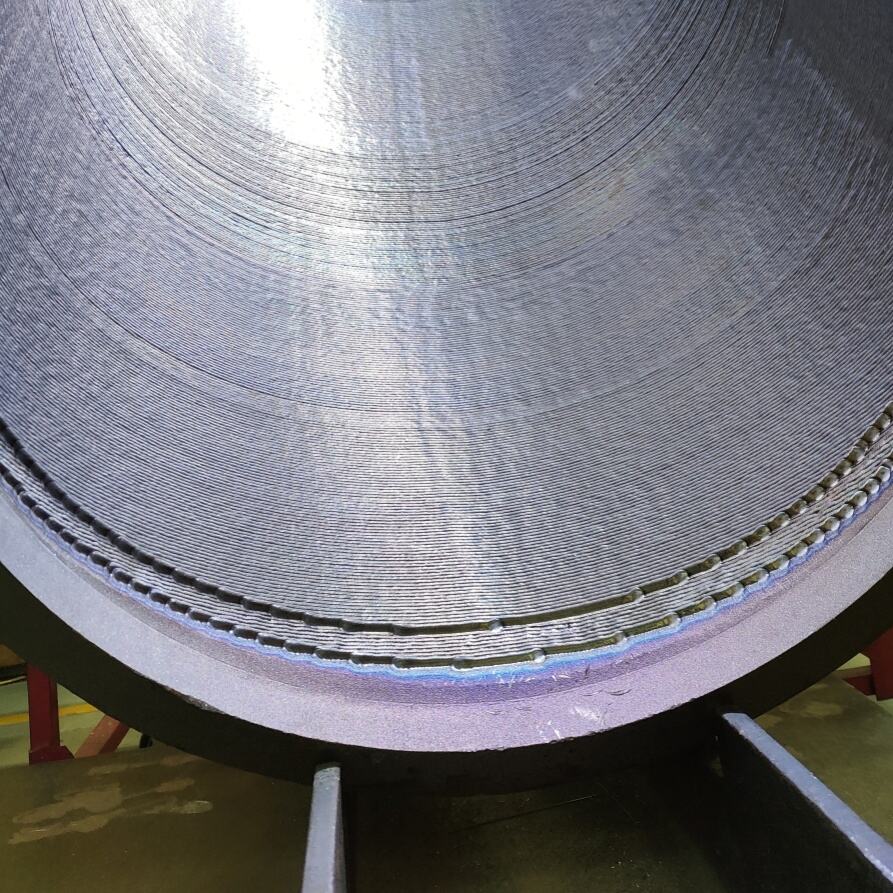
FITco има честта да предостави модел XHL-PCS станция за обшивка, която е проектирана за тръби и съдове за нефт и газ, химическа промишленост, производство на клапани, съдове под налягане и други индустрии.
Оборудването се използва основно за антикорозионно заваряване на вътрешната стена на тръби с дължина по-малка от 12.5м, заваръчната тръба се задвижва от ротацията на крайния кух чук, заваръчната горелка се позиционира и завършва заваряването в канала чрез опъната и водеща екипировка.
- Тегло на детайла: до 10 тона
- Материал на тръбите: API 5L Gr.B, X52, X60, X65, неръждаема стомана, стомана CrMo и др.
- Форма на бивела: заваряване на вътрешната стена без наклон
- Двойка от групи на бивелите: Никакви;
- Позиция на заваряване: заваряване в позиция 1G (заваряващо оръжие, което не се движи, въртене на детайла)
- Метод на заваряване: гореща тел TIG
- Изисквания за загряване: В съответствие с процеса на заваряване системата не е конфигурирана за загряване на системата.
- Изисквания за проверка на слоя на заваряване: 100% UT слоеви/100% PT
- Типични заготовки: горещовалцувани стоманени тръби, безшивни стоманени тръби, ковачни тръби и др.

Технически параметри:
|
1 |
Вид източник на захранване |
Инвертор от тип едностен ток |
|
2 |
Ток на заваряване Задължителен цикъл ((40°C) |
5450A 450A 80%; 420A 100% |
|
3 |
Топ ток на горещи проводници Задължителен цикъл ((40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Напрежение на отворена верига |
80 V |
|
5 |
Входно напрежение |
3×400V ((-25%+20%) 50/60Hz |
|
6 |
Входяща мощност |
60 KVA |
|
7 |
Продукт за охлаждане на инвертора |
Продукти за охлаждане с въздух |
|
8 |
Дисплей |
5.7” Тъч панел ръчен интерфейс / 12” Тъч панел на контролния шкаф |
|
9 |
Метод за определяне на данните |
Настройка на сензорния панел |
|
10 |
Откриване на грешки |
Кратко заведение на работното парче,защита от претопляне,защита от претоварване,защита от претоварване,защита от недостиг на вода, липса на защита от газ, грешка на захранването, отказ на дъгата. |
|
11 |
Факел |
Двойни горелки с индивидуално външно постоянно температурно циркулиращо водно охлаждане с охладител |
|
12 |
Обем на охлаждащата вода |
6L |
|
13 |
Стандарт на производството |
GB15579-2004 |
|
14 |
Ниво на безопасност на изолацията /стандарт |
H/IP23 |
|
15 |
Капацитет на покритието |
OD : Φ168 ~ Φ850mm / 6 до 32 инча Идентификация минимум 140 след облекло. Дължина: Макс 6500mm до 12500mm според поръчката |
|
16 |
Депозитен процент ((2 Фарелки) |
Макс 4 кг/час за дългосрочна стабилна работа. Капацитет до 6 kg/час (в зависимост от състоянието на шлифоване на тръбите, правността и диаметъра) |
|
17 |
Скорост на движение на покритие |
До 1200mm/мин |
|
18 |
Скорост на захранване на жицата |
До 5M/Min |
|
19 |
ВВК точност |
± 0,3V |
|
20 |
Препоръчва се пиково течение |
150 ~ 280A |
|
21 |
Препоръчително базово течение |
100 ~ 200A |
|
22 |
Препоръчително напрежение |
8 ~ 16V |
|
23 |
Вулфрам Диа. |
3,2/4,0 mm |
|
24 |
Диаметър на телта и размер на макарата |
1,2/1,6 mm 15kgs BS 300 макара (Φ300xW104xC53mm) oR 250 кг заваръчна тел за барабани |
|
25 |
Дебелина на единичния слой |
1 ~ 3 mm |
|
26 |
Препоръчителна скорост на газовия поток |
12 ~ 20 l/мин |
|
27 |
Сглобяване на дъга |
HF/контакт |
 |
 |
 |
 |
Инструкции за оборудването
Оборудването се използва основно за заваряване на вътрешната стена на дълги тръби, основната тръба се задвижва и върти от механизма за люлеене на кухия патронник, заваръчната горелка е позиционирана от въжето и ръководното оборудване и завършва заваряването в прохода.
Оборудването се състои от заваръчен източник на захранване, заваръчна глава, система за управление на задвижването на главата, механизъм за люлеене на заварката, ролкова рамка, електрическа контролна система и система за водно охлаждане.

Системен контролер и дистанционно управление
WO-ACS серия SOFTWARE базирана на
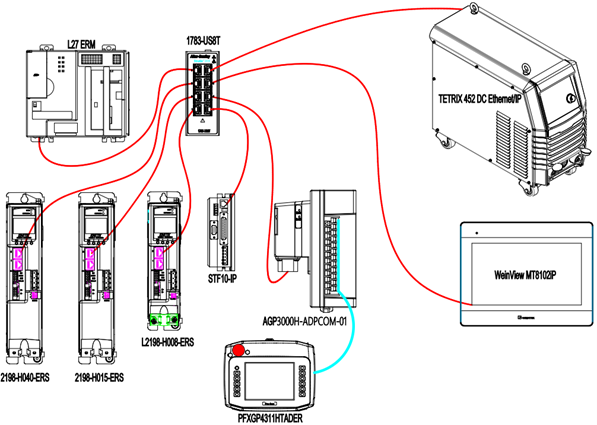
Система за заваръчен източник на захранване:
Климатизация на шкафа е по избор
Климатизаторите за шкафове се използват в области с висока температура.





