
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Oil & Gas Pipeline Cladding Overlay TIG Welding Machine Ang mga ito ay may mga
Sa disenyo ng twin torch twin wire, ang deposit rate ay maaaring umabot sa 5.0kg/oras.
Sa EWM TETRIX 452 DC pulse arc welding power supply at ang TETRIX 200 HOT WIRE thermal wire power supply. Ang pagganap ng welding ay napakahusay.
Ang pinakabagong henerasyon ng PLC at servo system ng Rockwell AB, EtherNet/IP digital communication ay ginagamit upang kontrolin at subaybayan ang malawak na hanay ng input, output at sampling signals sa mataas na resolusyon.
- Panimula
- Inirerekomendang mga Produkto
- Mag-tap at mag-withdraw
- Online na ayusin
- Ang AVC-Arc Voltage Control
- Pagpapakita ng aktwal na halaga
- Remote na suporta
- Mga makina ng pag-aayos ng mga bato
- Data Log
- Ang supply ng kuryente ng welding ay pinapatakbo ng TETRIX 452 DC-type DC pulse arc welding power supply na ginawa ng EWM AG, Germany.Ang mga katangian ng pag-welding ay mabuti, ang patuloy na operasyon ay matatag at maaasahan, at ang pulse function nito ay nakakatugon sa mga kinakailangan ng proseso ng weld
- Ginagamit ang TETRIX 200 HOT WIRE thermal wire power supply mula sa EWM.
- Temperatura ng trabaho: -40ºC~+55ºC
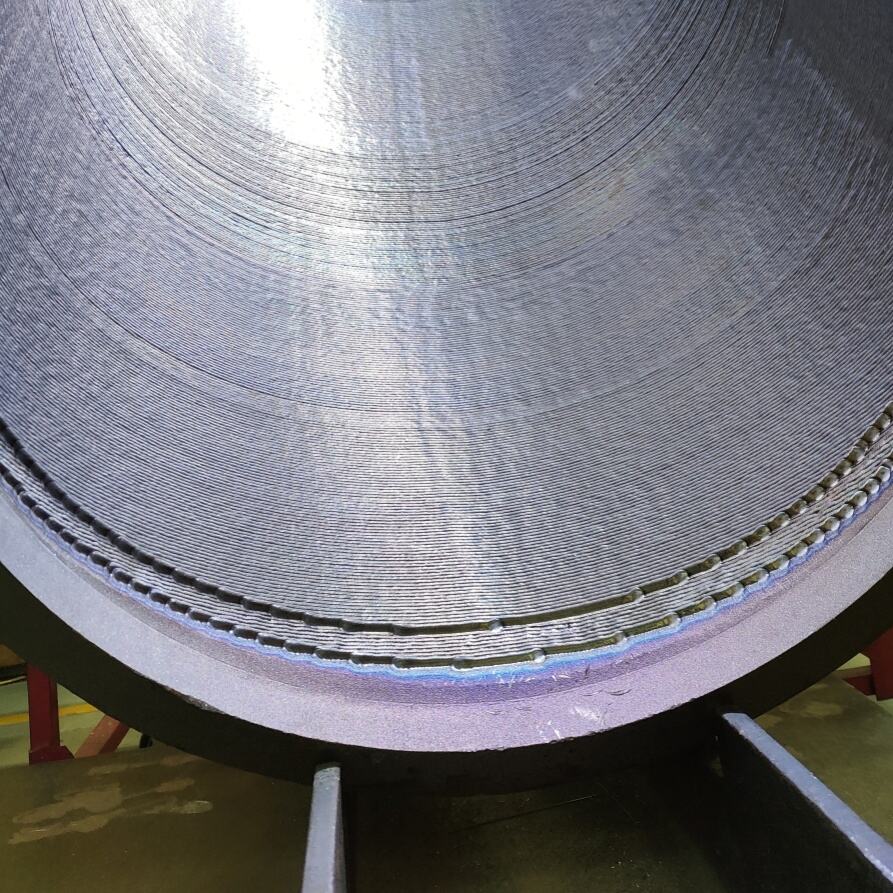
Ang FITco ay pinararangalan na magbigay ng modelong XHL-PCS cladding station na dinisenyo para sa mga tubo at lalagyan para sa langis at gas, kemikal, paggawa ng balbula, mga pressure vessel at iba pang industriya.
Ang kagamitan ay pangunahing ginagamit para sa anti-corrosion welding ng panloob na pader ng tubo na mas mababa sa 12.5m, ang welding pipe ay pinapagana ng pag-ikot ng end hollow chuck, ang welding torch ay hinihila ng wire rope at ang kagamitan sa pag-gabay ay nagpoposisyon at kumpletong nagwe-welding sa channel.
- Timbang ng workpiece: hanggang 10Ton
- Materyal ng tubo: API 5L Gr.B, X52, X60, X65, hindi kinakalawang na asero, CrMo steel, atbp.
- Bevel form: panloob na pader na hinang nang walang sloping
- Bevel group pair: Wala;
- Welding position: 1G position welding (hindi gumagalaw ang weld gun, umiikot ang workpiece)
- Welding method: hot wire TIG
- Warm-up requirements: Ayon sa proseso ng hinang, ang sistema ay hindi naka-configure upang i-warm up ang sistema.
- Welding layer inspection requirements: 100% UT layering/100% PT
- Karaniwang workpieces: hot-rolled steel pipes, seamless steel pipes, forging tubes, atbp.

Mga Teknikong Parametro:
|
1 |
Uri ng Pinagmulan ng Kuryente |
DC Type Inverter |
|
2 |
Saldado kasalukuyang Duty Cycle ((40°C) |
5450A 450A 80%; 420A 100% |
|
3 |
Hot wire na kasalukuyang Duty Cycle ((40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Open circuit na boltahe |
80V |
|
5 |
Boltahe ng Input |
3×400V ((-25%+20%) 50/60Hz |
|
6 |
Pangkalahatang kapangyarihan |
60 KVA |
|
7 |
Paglamig ng Inverter |
Paglalamig ng hangin |
|
8 |
Display |
5.7” Touch Panel handheld interface / 12” Touch Panel sa Control Cabinet |
|
9 |
Paraan ng pagtakda ng data |
Mga setting ng touch panel |
|
10 |
Pagtuklas ng pagkakamali |
Work piece short circuit, over temperature protection, over current protection, over voltage protection, water shortage protection, lack of gas protection, power error, arc failure. Ang mga ito ay maaaring maging sanhi ng mga problema sa pag-andar ng kuryente, mga problema sa pag-andar ng kuryente, at iba pang mga kadahilanan. |
|
11 |
Tanglaw |
Twin Torches na may indibidwal na External Constant Temperature Circulating Water Cooling na may chiller |
|
12 |
Volume ng tubig sa paglamig |
6L |
|
13 |
Pamantayan sa Paggawa |
GB15579-2004 |
|
14 |
Ang antas ng kaligtasan ng insulasyon / pamantayan |
H/IP23 |
|
15 |
Kapasidad ng panlalaki |
OD : Φ168 ~ Φ850mm / 6 hanggang 32 Inch ID minimum 140 pagkatapos ng clad. Haba: Max 6500mm hanggang 12500mm ayon sa Purchase order |
|
16 |
Deposit Rate(2 Torch) |
Max 4 Kg/oras para sa pangmatagalang matatag na operasyon. Capacity up to 6kg/hour (ayon sa kondisyon ng pipe grinding, straightness at diameter) |
|
17 |
Overlay Travel Speed |
Hanggang 1200mm/Min |
|
18 |
Wire feeding Speed |
Hanggang 5M/Min |
|
19 |
Katumpakan ng AVC |
±0.3V |
|
20 |
Inirerekomenda ang Peak Current |
150~280A |
|
21 |
Inirerekomenda ang Batas na Karagdagan |
100~200A |
|
22 |
Inirerekomenda ang Voltage |
8~16V |
|
23 |
Tungsten Dia. |
3.2/4.0mm |
|
24 |
Wire Dia. & Spool Size |
1.2/1.6mm 15kgs BS 300 Spools (Φ300xW104xC53mm) o 250 kgs barrel welding wire |
|
25 |
Kapaki-pakinabang na mga sangkap |
1~3mm |
|
26 |
Inirerekomenda ang bilis ng daloy ng gas |
12~20L/min |
|
27 |
Pagsimula ng arc |
HF/Kontak |
 |
 |
 |
 |
Mga tagubilin sa kagamitan
Ang kagamitan ay pangunahing ginagamit para sa hinang ng panloob na pader ng mahabang tubo, ang base tube ay pinapagana at umiikot ng mekanismo ng pag-swing ng hollow chuck welding, ang welding gun ay nakaposisyon sa pamamagitan ng wire rope pull at ang kagamitan sa gabay at natapos ang hinang sa daanan.
Ang kagamitan ay binubuo ng welding power supply, welding head, head drive guidance system, welding swing mechanism, roller frame, electrical control system at water-cooling system.

SYSTEM CONTROLLER at remote controller
WO-ACS SERIES SOFTWARE batay sa
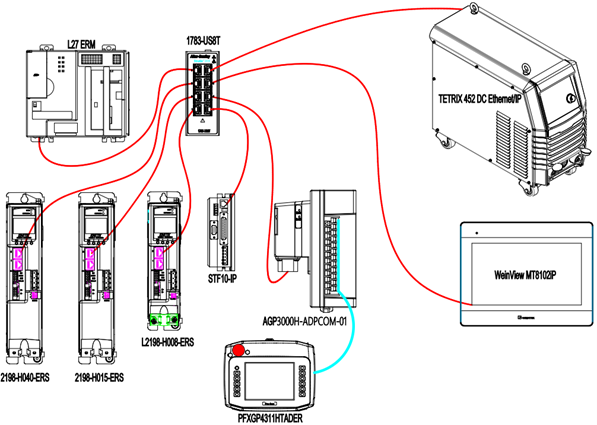
Sistema ng Welding Power Source:
Ang Air Conditioning ng Cabinet ay opsyonal
Ang mga air conditioner ng cabinet ay ginagamit sa mga lugar na may mataas na temperatura.





