EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





สถานีปิดท่อ
สถานีหุ้มท่อใช้กระบวนการเชื่อมลวดร้อน TIG เหมาะสำหรับการเชื่อมลวดเหล็กกล้าคาร์บอน ลวดสแตนเลส ลวดโลหะผสมนิกเกิล ลวดเชื่อมทนการสึกหรอ และอื่นๆ โดยอัตโนมัติ ส่วนใหญ่ใช้สำหรับผนังด้านในท่อยาว 12 เมตรป้องกันการกัดกร่อนสำหรับท่อเหล็กรีดร้อน ท่อเหล็กไร้รอยต่อ ท่อตีขึ้นรูปที่มีเส้นผ่านศูนย์กลางภายในตั้งแต่ 130 มม. ถึง 850 มม.
- ภาพรวม
- ผลิตภัณฑ์ที่แนะนำ
- -สัมผัสและดึงกลับ
- -ปรับออนไลน์
- -AVC-Arc การควบคุมแรงดันไฟฟ้า
- -การแสดงค่าจริง
- -การสนับสนุนระยะไกล
- -เจาะ-เจาะ
- -บันทึกข้อมูล
FITco มีความภูมิใจในการจัดหาโมเดล XHL-PCS สถานีคลุมที่ออกแบบมาสำหรับท่อและภาชนะสำหรับอุตสาหกรรมปิโตรเลียมและก๊าซ, เคมีภัณฑ์, การผลิตวาล์ว, ภาชนะความดันและอุตสาหกรรมอื่น ๆ
อุปกรณ์นี้ใช้สำหรับการเชื่อมป้องกันการกัดกร่อนของผนังด้านในท่อที่มีความยาวน้อยกว่า 12.5 เมตร โดยการเชื่อมท่อจะถูกขับเคลื่อนโดยการหมุนของชัคกลวงที่ปลาย และหัวเชื่อมจะถูกดึงและจัดตำแหน่งโดยอุปกรณ์เชือกและเสร็จสิ้นการเชื่อมเข้าไปในช่อง
เหมาะสำหรับการหุ้มท่อเหล็กรีดร้อน ท่อเหล็กไร้รอยต่อ ท่อดัด
เส้นผ่านศูนย์กลางภายในตั้งแต่ 130มม. ถึง 850มม.
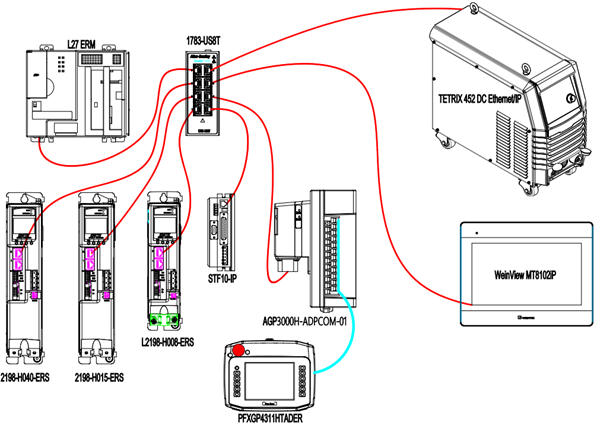
มันทำงานด้วยแหล่งจ่ายไฟเชื่อมอาร์คพัลส์ DC TETRIX 452 จาก EWM ประเทศเยอรมนี และแหล่งจ่ายไฟเชื่อมลวดความร้อน TETRIX 200

การใช้งาน
- เส้นผ่านศูนย์กลางชิ้นงาน: เส้นผ่านศูนย์กลางภายนอกสูงสุด φ850 มม. เส้นผ่านศูนย์กลางภายในขั้นต่ำ 140 มม. (หลังหุ้ม)
- ความยาวชิ้นงาน : สูงสุด 12.5ม.
- ความหนาของผนังชิ้นงาน: 9.53 ถึง 80มม.
- น้ำหนักชิ้นงาน: สูงสุด 5 ตัน
- วัสดุท่อ: API 5L Gr.B, X52, X60, X65, สแตนเลส, เหล็ก CrMo, ฯลฯ.
- วัสดุและข้อมูลจำเพาะของลวด: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi เส้นผ่านศูนย์กลางลวด s1.2mm;
- รูปแบบการเฉือน: การเชื่อมผนังภายในโดยไม่มีการเอียง
- คู่กลุ่มการเฉือน: ไม่มี;
- ตำแหน่งการเชื่อม: การเชื่อมตำแหน่ง 1G (ปืนเชื่อมไม่เคลื่อนที่, การหมุนชิ้นงาน)
- วิธีการเชื่อม: TIG แบบลวดร้อน
- ข้อกำหนดการอุ่นเครื่อง: ตามกระบวนการเชื่อม ระบบไม่ได้กำหนดให้มีการอุ่นเครื่องระบบ.
- ข้อกำหนดการตรวจสอบชั้นการเชื่อม: 100% UT layering/100% PT
- ชิ้นงานทั่วไป: ท่อเหล็กรีดร้อน, ท่อเหล็กไร้รอยต่อ, ท่อหล่อ, ฯลฯ.

ตารางปารามิเตอร์สินค้า:
|
1 |
Type of Power Source |
DC Type Inverter |
|
2 |
Weld Current Duty Cycle(40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
Hot wire current Duty Cycle(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100% |
|
4 |
Open circuit voltage |
80V |
|
5 |
แรงดันไฟฟ้าขาเข้า |
3×400V(-25%+20%) 50/60Hz |
|
6 |
พลังการเข้า |
60 KVA |
|
7 |
Inverter Cooling |
การเย็นอากาศ |
|
8 |
หน้าจอแสดงผล |
5.7” แผงสัมผัสอินเตอร์เฟซแบบพกพา / 12” แผงสัมผัสบนตู้ควบคุม |
|
9 |
Data setting method |
การตั้งค่าจากแผงสัมผัส |
|
10 |
Fault detect |
หน่วยงานงานทํางาน สายลัดสั้น ป้องกันอุณหภูมิเกิน ป้องกันกระแสไฟฟ้าเกิน ป้องกันความดันเกิน ป้องกันขาดน้ํา ป้องกันการป้องกันก๊าซ ความผิดพลาดในพลังงาน การล้มเหลวในวงโค |
|
11 |
คบเพลิง |
หัวเชื่อมคู่พร้อมการระบายความร้อนด้วยน้ำหมุนเวียนที่มีอุณหภูมิคงที่ภายนอกพร้อมเครื่องทำความเย็น |
|
12 |
ปริมาณน้ำหล่อเย็น |
6L |
|
13 |
มาตรฐานการผลิต |
GB15579-2004 |
|
14 |
ระดับความปลอดภัยของฉนวน / มาตรฐาน |
H/IP23 |
|
15 |
ความจุคลุม |
OD : Φ168 ~ Φ850mm / 6 ถึง 32 นิ้ว ID ขั้นต่ำ 140 หลังจากการเคลือบ. ความยาว: สูงสุด 6500mm ถึง 12500mm ตามใบสั่งซื้อ |
|
16 |
อัตราเงินมัดจำ(2 ไฟฉาย) |
สูงสุด 4 กก./ชั่วโมงสำหรับการทำงานที่เสถียรในระยะยาว ความจุสูงสุดถึง 6กก./ชั่วโมง (ตามสภาพของการขัดท่อ, ความตรงและเส้นผ่านศูนย์กลาง) |
|
17 |
ความเร็วการเดินทางของการเคลือบ |
สูงสุด 1200mm/นาที |
|
18 |
ความเร็วการให้อาหารลวด |
สูงสุด 5M/นาที |
|
19 |
ความแม่นยำ AVC |
±0.3V |
|
20 |
กระแสไฟฟ้าสูงสุดที่แนะนำ |
150~280A |
|
21 |
กระแสไฟฟ้าพื้นฐานที่แนะนำ |
100~200A |
|
22 |
แรงดันไฟฟ้าที่แนะนำ |
8~16V |
|
23 |
เส้นผ่านศูนย์กลางทังสเตน |
3.2/4.0mm |
|
24 |
ขนาดเส้นผ่านศูนย์กลางลวด & ขนาดม้วน |
1.2/1.6mm ม้วน BS 300 น้ำหนัก 15 กก. (Φ300xW104xC53mm) หรือ 250 กก. ลวดเชื่อมในถัง |
|
25 |
ความหนาเลเยอร์เดียว |
1~3mm |
|
26 |
อัตราการไหลของก๊าซที่แนะนำ |
12~20L/min |
|
27 |
การเริ่มต้นอาร์ค |
HF/Contact |
 |
 |
 |
 |
ระบบควบคุมและระยะไกล
โปรแกรม WO-ACS SERIES