
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Oleum & Gas Pipe Cladding deaurabis TIG Welding Machina
Cum gemina torch gemina filum consilio, depositum rate usque ad 5.0kg/hora pervenire potest.
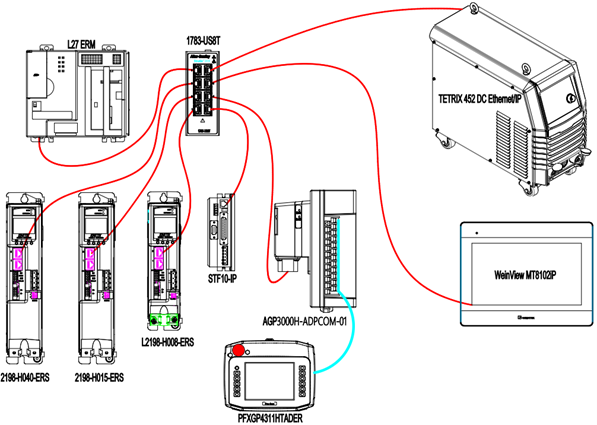
Cum EWM TETRIX 452 DC pulsus arc welding potentia alimentum et TETRIX 200 HOT WIRE thermalis filum potentia alimentum. Performantia welding valde excellens est.
Novae generationis PLC et systema servo Rockwell AB, EtherNet/IP digitalis communicatio adhibetur ad moderandum et monitorandum latam copiam input, output et sampling signorum in alta resolutione.
- overview
- commendatae products
- Tangere & retractare
- Online adjust
- AVC-Arc Voltage Control
- Valorem visualizationem
- Longinquus firmamentum
- Pertundere ad boream
- Data Logge
- Fons potentiae weldendi alimentatur a TETRIX 452 DC-genere DC pulsus arcus weldendi fonte potentiae a EWM AG, Germania productus. Caracteristicae manovrandi weldendi bonae sunt, operatio continua stabilis et fideli, et functio pulsus eius requisita processuum weldendi satisfacit.
- TETRIX 200 HOT WIRE thermalis filum potentiae weldendi a EWM adhibetur.
- Temperatura operativa: -40ºC~+55ºC
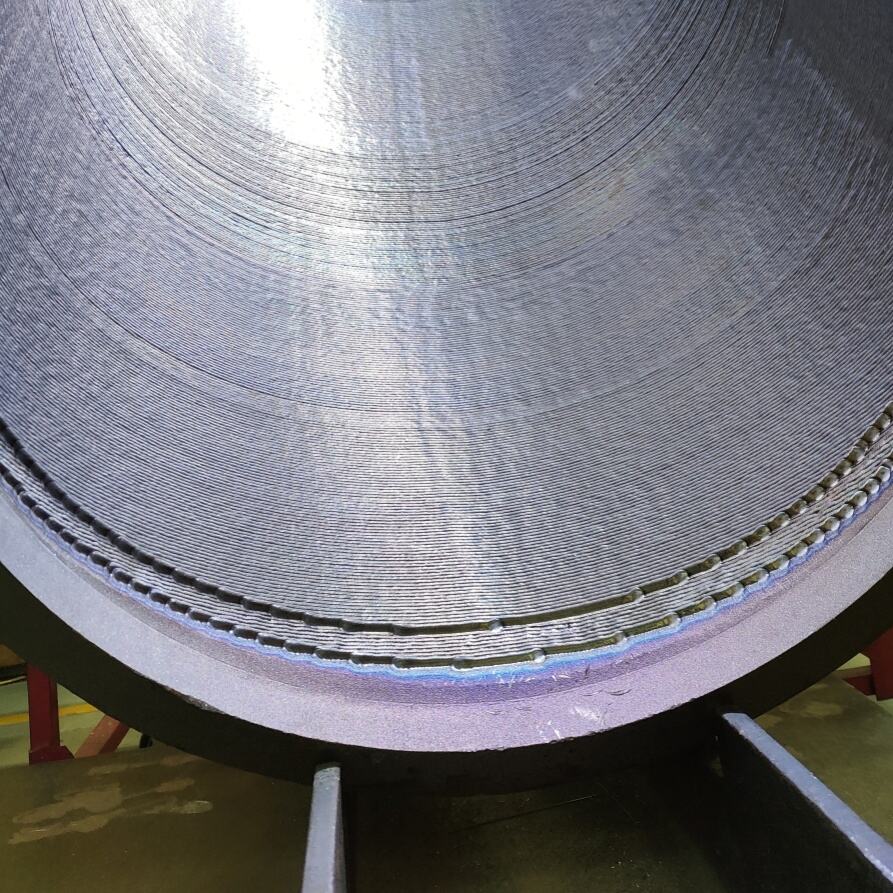
FITco honoratur ut praebeat exemplar XHL-PCS cladding station quod designatum est pro tubis et vasis pro oleo & gas, chemico, valvula fabricando, pressura vasis et aliis industriis.
Apparatus praecipue adhibetur pro parvis quam 12.5m tubi interiore pariete anti-corrosione welding, tubus welding a fine cavitatis chuck rotatione agitur, welding torch a funibus trahitur et apparatus ducit ad positionem et completum welding in canali.
- Pondus operis: usque ad 10Ton
- Materia tubi: API 5L Gr.B, X52, X60, X65, ferrum inoxidabile, CrMo ferrum, etc.
- Forma bevel: interius paries welding sine declivitate
- Bevel coetus par: Nullus;
- Positio welding: 1G positio welding (weld gun non movens, operis rotatio)
- Modus welding: calida filum TIG
- Exigentiis calefactionis: Secundum processum welding, systema non configuratum est ad calefactionem systematis.
- Exigentiis inspectionis strati welding: 100% UT stratum/100% PT
- Typica opera: calidum-tracta ferrum tubi, seamless ferrum tubi, forging tubi, etc.

Parametri Technici:
|
1 |
Typus fontis potentiae |
Inverter Typus DC |
|
2 |
Currens weld Cursus Officii (40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
Currens calidum filum Cursus Officii (40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Voltage circuitus aperti |
80V |
|
5 |
initus voltage |
3×400V(-25%+20%) 50/60Hz |
|
6 |
initus virtutis |
60 KVA |
|
7 |
Frigus inverter |
Air refrigerationem |
|
8 |
ostentus |
5.7” Touch Panel manualis interface / 12” Touch Panel in Armario Imperii |
|
9 |
Methodus datae statutionis |
Panel tactus statio |
|
10 |
Detectio erroris |
Opus fragmentum brevis circuitus, super temperaturae tutela, super currentis tutela, super voltage tutela, aquae defectus tutela, gasis defectus tutela, potentiae error, arcus defectus. |
|
11 |
Torch |
Gemini Torches cum singulis Externis Constantis Temperatura Circulans Aqua Refrigeratio cum refrigeratore |
|
12 |
Aqua refrigerans volumine |
6l |
|
13 |
Fabricare Standard |
GB15579-2004 |
|
14 |
Insulationis Securitatis Gradus /Standard |
H\/IP23 |
|
15 |
Capacitas cladding |
OD : Φ168 ~ Φ850mm / 6 ad 32 Pollices ID minimum 140 post clad. Longitudo: Max 6500mm ad 12500mm secundum Ordinem Emptionis |
|
16 |
Depositum Rate(2 Torch) |
Max 4 Kg/hora pro longo tempore stabilis operatione. Capacitas usque ad 6kg/hora (secundum condicionem tubi molentis, rectitudinis et diametri) |
|
17 |
Overlay Iter Celeritas |
Usque ad 1200mm/Min |
|
18 |
Filum alimentum Celeritas |
Usque ad 5M/Min |
|
19 |
AVC Accuratio |
±0.3V |
|
20 |
Commendare Picem Currentem |
150~280A |
|
21 |
Commendare Basem Currentem |
100~200A |
|
22 |
Commendare Voltage |
8~16V |
|
23 |
Tungsten Dia. |
3.2/4.0mm |
|
24 |
Filum Dia. & Spool Magnitudo |
1.2\/1.6mm 15kgs BS 300 Spools(Φ300xW104xC53mm)vel250 kgs dolium welding filum |
|
25 |
Singula Stratum Crassitudo |
1~3mm |
|
26 |
Commendare gasis fluxus rate |
12~20L/min |
|
27 |
Arcus incipientes |
HF/Contactus |
 |
 |
 |
 |
Instrumenta Instructiones
Apparatus praecipue ad longas tuborum interiores parietes weldendos adhibetur, tubus basis per mechanismum oscillationis chuck cavitatis agitur et rotatur, torcularis weldens per funem trahentem et apparatus ducentem locatur et completur weldens in transitu.
Apparatus constat ex fonte potentiae weldendi, capite weldendi, systemate ductus capitis, mechanismi oscillationis weldendi, structura rotatoria, systemate electrico moderante et systemate aquae frigidae.

SYSTEM RECTOR ET REI RECTOR
WO-ACS Series Software basis on
Systema Fontis Potentiae Weldendi:
Aer Conditio Armarii optativa est
Aer condicionatores armarii in locis cum alta temperatura adhibentur.





