
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




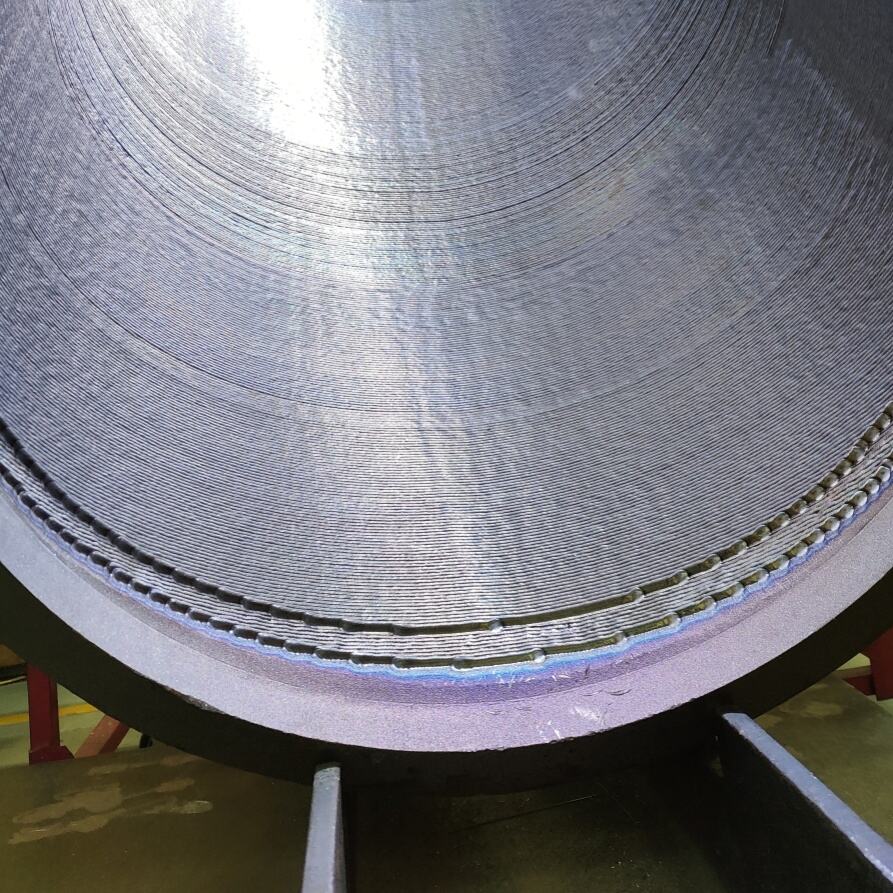
석유 및 가스 파이프 클래딩 오버레이 TIG 용접기
쌍둥이 타치 쌍둥이 유선 디자인으로, 입금 비율은 최대 5.0kg / 시간까지.
EWM TETRIX 452 DC 펄스 아크 용접 전원 공급 및 TETRIX 200 HOT WIRE 열 전선 전원 공급. 용접 성능은 매우 우수합니다.
로크웰 AB의 최신 세대의 PLC 및 서보 시스템, EtherNet/IP 디지털 통신은 다양한 입력, 출력 및 샘플링 신호를 고해상도로 제어하고 모니터링하는 데 사용됩니다.
- 개요
- 추천 상품
- 터치 & 후퇴
- 온라인 조정
- AVC-아크 전압 조절
- 실제 값 시각화
- 원격 지원
- 뚫고 뚫고
- 데이터 로그
- 용접 전원 공급 장치는 독일 EWM AG에서 생산한 TETRIX 452 DC형 DC 펄스 아크 용접 전원 공급 장치로 전원이 공급됩니다. 용접 조작 특성이 우수하며, 지속적인 작동이 안정적이고 신뢰할 수 있으며, 그 펄스 기능은 용접의 공정 요구 사항을 충족합니다.
- EWM의 TETRIX 200 핫 와이어 열선 전원 공급 장치가 사용됩니다.
- 작업 온도: -40oC ~ + 55oC
FITco는 석유 및 가스, 화학, 밸브 제조, 압력 용기 및 기타 산업을 위한 파이프 및 용기를 설계한 모델 XHL-PCS 클래딩 스테이션을 제공하게 되어 영광입니다.
이 장비는 주로 12.5m 미만의 튜브 내부 벽 방청 용접에 사용되며, 용접 파이프는 끝 홀로우 척 회전에 의해 구동되고, 용접 토치는 와이어 로프에 의해 당겨지고 장비 위치에 의해 안내되어 채널에서 용접을 완료합니다.
- 작업 부품 무게: 최대 10톤
- 파이프 재료: API 5L Gr.B, X52, X60, X65, 스테인리스 스틸, CrMo 스틸 등
- 비벨 형태: 내벽 용접, 기울기 없이
- 베블 그룹 : 없소
- 용접 위치: 1G 위치 용접 (연접 총이 움직이지 않고, 작업 조각 회전)
- 용접 방법: 뜨거운 와이어 TIG
- 핫업 요구 사항: 용접 과정에 따라 시스템은 시스템을 따뜻하게 설정되지 않습니다.
- 용접층 검사 요구 사항: 100% UT 층화/100% PT
- 전형적인 작업재: 열로 롤링 된 철 파이프, 이 없는 철 파이프, 조조 파이프 등

기술 매개변수:
|
1 |
전원 공급원 유형 |
DC 타입 인버터 |
|
2 |
용접 전류 작업 주기 (~ 40°C) |
5450A 450A 80%; 420A 100% |
|
3 |
뜨거운 전선 전류 작업 주기 (~ 40°C) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
오픈 서킷 전압 |
80V |
|
5 |
입력 전압 |
3×400V ((-25%+20%) 50/60Hz |
|
6 |
입력 전력 |
60KVA |
|
7 |
인버터 냉각 |
공기 냉각 |
|
8 |
디스플레이 |
5.7” 터치 패널 핸드헬드 인터페이스 / 제어 캐비닛에 12” 터치 패널 |
|
9 |
데이터 설정 방법 |
터치 패널 설정 |
|
10 |
오류 탐지 |
작업 조각 단회로, 과온 보호, 과전류 보호, 과전압 보호, 물 부족 보호, 가스 보호 부족, 전력 오류, 활 장애. |
|
11 |
토치 |
개별 외부 일정 온도 순환수 냉각이 있는 쌍둥이 토치 |
|
12 |
냉각 물 부피 |
6L |
|
13 |
제조 표준 |
GB15579-2004 |
|
14 |
단열 안전 수준 /표준 |
H/IP23 |
|
15 |
장 용량 |
OD : Φ168 ~ Φ850mm / 6 to 32 Inch ID 최소 140번 길이: 최대 6500mm에서 12500mm까지 구매 주문에 따라 |
|
16 |
예금율 ((2 타치) |
장기 안정적인 작동을 위해 최대 4 Kg/시간. 용량 최대 6kg/시간 (관광관의 질 상태, 직선성 및 지름에 따라) |
|
17 |
오버레이 이동 속도 |
최대 1200mm/분 |
|
18 |
유선 공급 속도 |
최대 5M/분 |
|
19 |
AVC 정확성 |
±0.3V |
|
20 |
최고류를 추천합니다 |
150~280A |
|
21 |
기본 전류를 추천합니다 |
100~200A |
|
22 |
전압 추천 |
8~16V |
|
23 |
텅스텐 다이아 |
3.2/4.0mm |
|
24 |
와이어 직경 및 스풀 크기 |
1.2mm 또는 1.6mm 15kgs BS 300 스풀 (Φ300xW104xC53mm) 또는 250kg의 배럴 용접 유선 |
|
25 |
단일 층 두께 |
1~3mm |
|
26 |
권장 가스 흐름 속도 |
12~20L/min |
|
27 |
아크 시작 |
HF/컨택트 |
 |
 |
 |
 |
장비 설명
장비는 주로 긴 튜브 내부 벽 용접에 사용됩니다. 기본 튜브는 홀 스윙 메커니즘에 의해 구동되고 회전되며, 용접 총은 철사 로프 당기는 것과 가이드 장비에 의해 위치하고 통로로 용접을 완료합니다.
장비는 용접 전원 공급 장치, 용접 머리, 머리 드라이브 안내 시스템, 용접 스윙 메커니즘, 롤러 프레임, 전기 제어 시스템 및 물 냉각 시스템으로 구성됩니다.

시스템 컨트롤러와 원격 컨트롤러
WO-ACS 시리즈 소프트웨어 기반
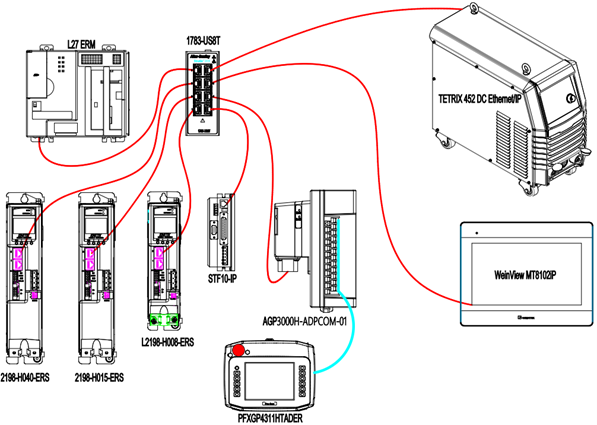
용접 전원 시스템:
캐비닛 에어컨은 선택적입니다.
캐비닛 에어컨은 고온 지역에서 사용됩니다.





