
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




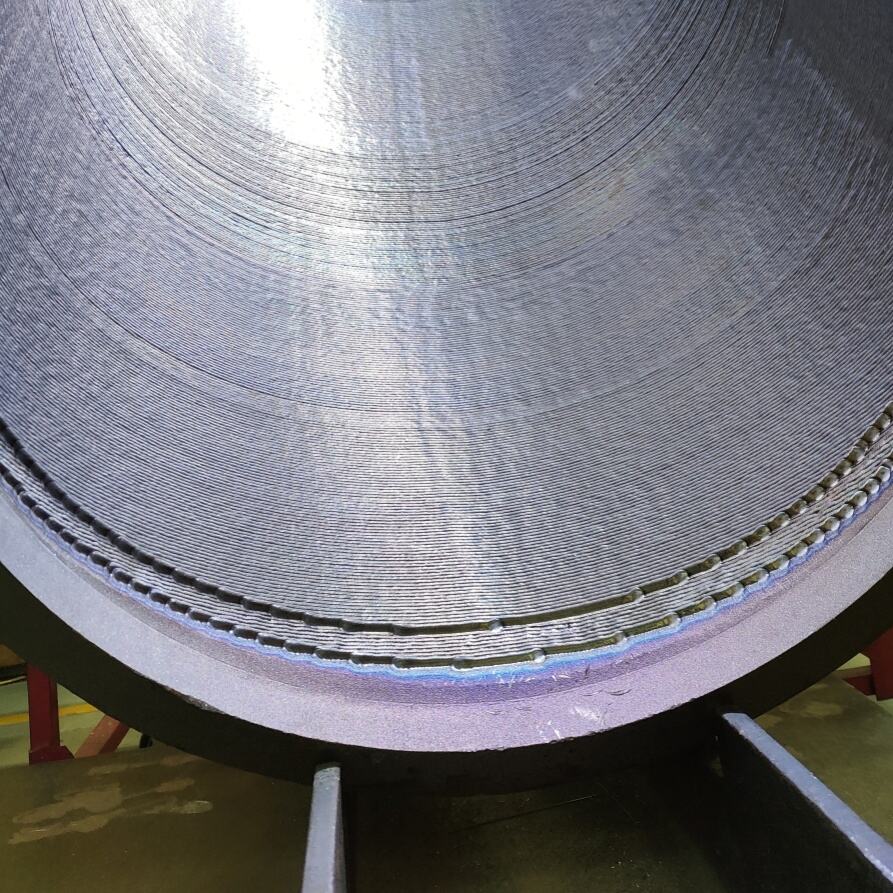
Stroj za TIG zavarivanje obloga cijevi za naftu i plin
S dizajnom dvostruke baklje i dvostruke žice, stopa taloženja može doseći do 5,0 kg/sat.
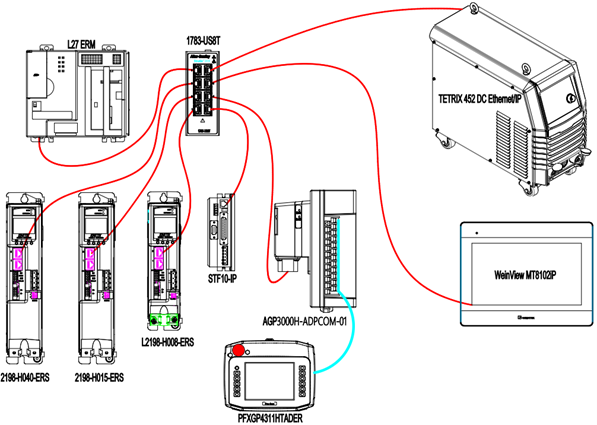
S EWM TETRIX 452 DC pulsnim luk zavarivačkim izvorom napajanja i TETRIX 200 HOT WIRE toplinskim izvorom napajanja. Performanse zavarivanja su vrlo izvrsne.
Najnovija generacija PLC-a i servo sustava Rockwell AB, EtherNet/IP digitalna komunikacija koristi se za kontrolu i praćenje širokog spektra ulaznih, izlaznih i uzorčnih signala u visokoj razlučivosti.
- Pregled
- Preporučeni proizvodi
- Dodir & povlačenje
- Online podešavanje
- AVC-Kontrola napona luka
- Vizualizacija stvarne vrijednosti
- Daljinska podrška
- Od središta do središta
- Datalogger
- Izvor napajanja za zavarivanje napaja se TETRIX 452 DC tipa DC pulsnog luka zavarivanja koji proizvodi EWM AG, Njemačka. Karakteristike upravljanja zavarivanjem su dobre, kontinuirani rad je stabilan i pouzdan, a njegova pulsna funkcija zadovoljava procesne zahtjeve zavarivanja.
- Koristi se TETRIX 200 HOT WIRE toplinski izvor napajanja od EWM.
- Radna temperatura: -40ºC~+55ºC
FITco ima čast pružiti model XHL-PCS obložne stanice koja je dizajnirana za cijevi i posude za naftu i plin, kemijsku industriju, proizvodnju ventila, tlakove posude i druge industrije.
Oprema se uglavnom koristi za zavarivanje unutarnjeg zida cijevi manje od 12,5 m, zavarivanje cijevi pokreće rotacija krajnjeg šupljeg čelika, zavarivačka puška se povlači žičanom užetom i opremom za vođenje te se dovršava zavarivanje u kanalu.
- Težina radnog komada: do 10 tona
- Materijal cijevi: API 5L Gr.B, X52, X60, X65, nehrđajući čelik, CrMo čelik, itd.
- Oblik faze: zavarivanje unutarnjeg zida bez nagiba
- Par faza: Nema;
- Pozicija zavarivanja: 1G pozicija zavarivanja (zavarivačka puška se ne pomiče, rotacija radnog komada)
- Metoda zavarivanja: vruća žica TIG
- Zahtjevi za zagrijavanje: Prema postupku zavarivanja, sustav nije konfiguriran za zagrijavanje sustava.
- Zahtjevi za inspekciju slojeva zavarivanja: 100% UT slojevi/100% PT
- Tipični radni komadi: toplovaljani čelični cijevi, bešavne čelične cijevi, cijevi za kovanje, itd.

Tehnički parametri:
|
1 |
Vrsta izvora napajanja |
S druge strane, za električne uređaje |
|
2 |
Svađanje struje Ciklus rada(40℃) |
5450A 450A 80%; 420A 100% |
|
3 |
Vruća žica Ciklus rada(40℃) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Napon otvorenog spoja |
smanjenje |
|
5 |
Ulazno napon |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Ulazna snaga |
60 KVA |
|
7 |
Uređaj za hlađenje |
Zračenje zrakom |
|
8 |
Prikaz |
5.7” Dodirna ploča ručni sučelje / 12” Dodirna ploča na kontrolnoj kabini |
|
9 |
Metod za postavljanje podataka |
Postavljanje dodirne ploče |
|
10 |
Otkrivanje grešaka |
U slučaju da je proizvodni dio prekoračen, zaštita od preterane temperature, zaštita od preteranog struje, zaštita od preteranog napona, zaštita od nedostatka vode, nedostatak zaštite od plina, greška napajanja, kvar luka. |
|
11 |
Baklja |
Dvostruke puške s individualnim vanjskim konstantnim temperaturama cirkulirajuće hlađenje s rashladnikom |
|
12 |
Volumen rashladne vode |
6L |
|
13 |
Standardizacija proizvodnje |
Sljedeći članak: |
|
14 |
Izolacijska sigurnosna razina/standart |
H/IP23 |
|
15 |
Sredstva za proizvodnju |
OD : Φ168 ~ Φ850mm / 6 do 32 inča ID minimalno 140 nakon oblaganja. Duljina: Maksimalno 6500mm do 12500mm prema narudžbi |
|
16 |
Stopa depozita(2 plamena) |
Maksimalno 4 Kg/sat za dugotrajnu stabilnu operaciju. Kapacitet do 6kg/sat (prema stanju brušenja cijevi, ravnosti i promjeru) |
|
17 |
Brzina putovanja preklapanja |
Do 1200mm/min |
|
18 |
Brzina hranjenja žice |
Do 5M/min |
|
19 |
Preciznost AVC-a |
±0.3V |
|
20 |
Preporučujem vrhunsku struju |
150 ~ 280A |
|
21 |
Preporučljiva osnovna struja |
100 ~ 200A |
|
22 |
Preporučljivo napono |
8 ~ 16V |
|
23 |
Volfram Dija. |
3.2/4.0mm |
|
24 |
Promjer žice i veličina koluta |
1.2/1.6mm 15kgs BS 300 koluti (Φ300xW104xC53mm) iLI 250 kgs bačva za zavarivanje žice |
|
25 |
Debljina jednog sloja |
1~3mm |
|
26 |
Preporučljiva brzina protoka plina |
12 ~ 20 l/min |
|
27 |
Pokretanje luka |
HF/kontakt |
 |
 |
 |
 |
Upute za opremu
Oprema se uglavnom koristi za zavarivanje unutarnjeg zida dugih cijevi, osnovna cijev se pokreće i rotira mehanizmom za zavarivanje s praznim čeljustima, zavarivačka puška je postavljena pomoću uže i vodiča te je završila zavarivanje u prolazu.
Oprema se sastoji od izvora zavarivačke energije, zavarivačke glave, sustava vođenja pogona glave, mehanizma za zavarivanje, okvira s valjcima, sustava električnog upravljanja i sustava hlađenja vodom.

SUSTAVSKI KONTROLER I DALJINSKI KONTROLER
WO-ACS SERIJA SOFTVERA temelji se na
Sustav zavarivačkog napajanja:
Klima uređaj za ormar je opcionalan
Klima uređaji za ormar koriste se u područjima s visokom temperaturom.





