
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




Öljy- ja kaasujohdon pinnoitus TIG-hitsauskone
Kaksikerroksisen soihdun kanssa talletusaste voi olla jopa 5,0 kg/tuntti.
EMM TETRIX 452 DC pulssijohdon sähkötasoitus ja TETRIX 200 HOT WIRE lämpöjohto. Hitsaus suorituskyky on erittäin erinomainen.
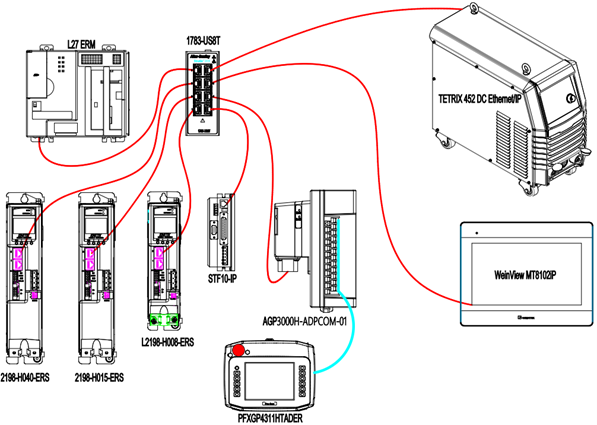
Rockwell AB:n viimeisimmän sukupolven PLC- ja servosysteemiä, EtherNet/IP-digitaalista viestintää, käytetään monenlaisten tulos-, tulos- ja näytteenottosignaalien hallitsemiseen ja seurantaan korkean resoluution.
- Yleiskatsaus
- Suositellut tuotteet
- Kosketus & vetäytyminen
- Verkossa säätö
- AVC-Kaarijänniteohjaus
- Todellisen arvon visualisointi
- Etätuki
- Reiästä reikään
- Tietojen lokitus
- Hitsausvirtalähde on TETRIX 452 -tyypin tasavirtaisen tasavirtaisen pulssijoukon hitsausvirtalähde, jonka tuottaa EWM AG, Saksa. Hitsauksen manööveröintiominaisuudet ovat hyviä, jatkuva toiminta on vakaa ja luotettava, ja sen pulssifunktio
- Käytetään TETRIX 200 HOT WIRE -lämmorauhasvirtalähteä, joka on peräisin EWM:ltä.
- Työlämpötila: -40 oC - +55 oC
FITco on ylpeä voidessaan tarjota malli XHL-PCS verhoustaseman, joka on suunniteltu öljy- ja kaasuteollisuuden, kemianteollisuuden, venttiilivalmistuksen, paineastioiden ja muiden teollisuudenalojen putkille ja säiliöille.
Laitteistoa käytetään pääasiassa alle 12,5 m putken sisäseinän korroosionkestävään hitsaukseen, hitsausputki on ohjattu päätytyhjöpuristimen pyörimisellä, hitsauskaasu on ohjattu vaijerin vetämällä ja ohjauslaitteen paikannuksella ja hitsaus suoritetaan kanavassa.
- Työkappaleen paino: enintään 10 tonnia
- Putkien materiaali: API 5L Gr.B, X52, X60, X65, ruostumaton teräs, CrMo-teräs jne.
- Kärki: sisäseinähde hitsaus ilman kaltevuutta
- Bevel-ryhmäparia: ei yhtään;
- Hitsausasema: 1G-hitsausasema (hitsauspistooli liikkumatta, työosan pyöriminen)
- Hitsausmenetelmä: kuumaa johtoa TIG
- Lämmitysvaatimukset: Hitsausprosessin mukaan järjestelmä ei ole määritelty lämmitettäväksi.
- Hitsauskerroksen tarkastusvaatimukset: 100% UT-kerroksen asennus/100% PT
- Tyyppiset työosat: kuumavalssatut teräsputket, saumattomat teräsputket, valettujen putkien jne.

Tekniset parametrit:
|
1 |
Virtalähteen tyyppi |
DC-tyyppinen muunnin |
|
2 |
Hitsausvirta Työsyklit(40℃) |
5~450A 450A 80%; 420A 100% |
|
3 |
Kuuma langan virta Työsyklit(40℃) |
5~200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Avoimen piirin jännite |
80 V:n |
|
5 |
Syöttöjännite |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Syöttövoima |
60 kVA |
|
7 |
Invertterin jäähdytys |
Ilmanladunnainen |
|
8 |
Näyttö |
5.7” kosketusnäyttöpaneeli kannettavassa käyttöliittymässä / 12” kosketusnäyttöpaneeli ohjauskeskuksessa |
|
9 |
Tietojen asetustapa |
Kosketuspaneelin asetus |
|
10 |
Vian havaitseminen |
Työkappaleen oikosulku, ylikuumenemissuojaus, ylivirtasuojaus, ylijännitesuojaus, veden puutteen suojaus, kaasun puutteen suojaus, virhevirta, kaarivirhe. |
|
11 |
Soihtu |
Kaksinkertaiset hitsauskaasut erillisellä ulkoisella vakio lämpötilan kierrättävällä vesijäähdytyksellä, jossa on jäähdytin |
|
12 |
Jäähdytysveden määrä |
6 l |
|
13 |
Valmistusstandardi |
GB15579-2004 |
|
14 |
Eristeen turvallisuustaso /standardi |
H/IP23 |
|
15 |
Päällystyskapasiteetti |
Ulkohalkaisija: Φ168 ~ Φ850mm / 6 - 32 tuumaa Nimi on vähintään 140. Pituus: Max 6500mm - 12500mm tilauksen mukaan |
|
16 |
Talletuskorko ((2 soihtu) |
Max 4 Kg/tunti pitkäaikaista vakaata toimintaa varten. Kyky enintään 6 kg/t (putkien hiomisen, suoranisuuden ja halkaisijan mukaan) |
|
17 |
Ylityömatkanopeus |
Jopa 1200mm/Min |
|
18 |
Kaapelien syöttö nopeus |
Enintään 5 M/min |
|
19 |
AVC Tarkkuus |
± 0,3 V |
|
20 |
Suositeltava huippuvirta |
150~280A |
|
21 |
Suositeltava perusvirta |
100~200A |
|
22 |
Suositeltava jännite |
8~16V |
|
23 |
Tungstenin halkaisija |
3,2/4,0 mm |
|
24 |
Langan halkaisija ja kelan koko |
1.2/1.6mm 15kgs BS 300 kelaa (Φ300xW104xC53mm) tai 250 kg:n tynnyrihitsauslanka |
|
25 |
Yhden kerroksen paksuus |
1~3mm |
|
26 |
Suositeltava kaasun virtausnopeus |
12~20L/min |
|
27 |
Kaaren käynnistys |
HF/Kosketus |
 |
 |
 |
 |
Laitteiden käyttöohjeet
Laitteistoa käytetään pääasiassa pitkän putken sisäseinän hitsaamiseen, pohjatyyppiä ajaa ja pyörittää ontto-tukkikiinnityskiinnityskeino, hitsauspistooli on sijoitettu lankan vetämiseksi ja ohjauslaitteistoon ja valmistui hitsaus käytävään.
Laitteet koostuvat hitsausvirtalähteestä, hitsauspäästä, hitsauspään ohjausjärjestelmästä, hitsauskierteen mekanismista, rullalähtökehys, sähköinen ohjausjärjestelmä ja vesipuhdistusjärjestelmä.

JÄRJESTELMÄN OHJAIN JA ETÄOHJAIN
WO-ACS SARJAN OHJELMISTO perustuu
Hitsausvoimanlähteen järjestelmä:
Lämpötila on valinnainen.
Lämpötilat käytetään korkeassa lämpötilassa.





