
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY




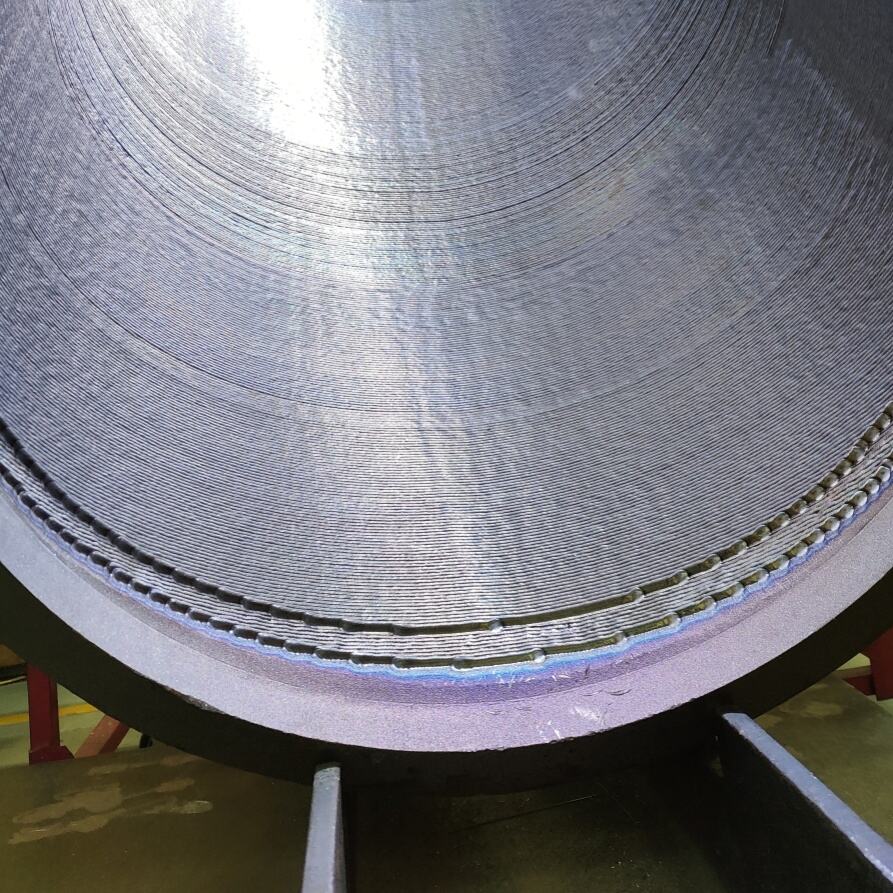
Svařovací stroj TIG pro opláštění olejových a plynových trubek
S dvojitým rozvodem světlometů může být rychlost ukládání až 5,0 kg/hodina.
S napájecím systémem EWM TETRIX 452 DC pulzního obloukového svařování a napájecím systémem TETRIX 200 HOT WIRE tepelného drátu.
Nejnovější generace PLC a servo systému společnosti Rockwell AB, digitální komunikace EtherNet/IP, se používá k řízení a monitorování široké škály vstupních, výstupních a vzorkovacích signálů ve vysokém rozlišení.
- Přehled
- Doporučené produkty
- Dotyk & zatažení
- Online úprava
- AVC-Řízení napětí oblouku
- Vizualizace skutečné hodnoty
- Vzdálená podpora
- Od otvoru k otvoru
- Záznam dat
- Spalovací napájecí zdroj je poháněn napájecím zdrojem TETRIX 452 DC typu DC pulzního obloukového svařování vyráběným společností EWM AG, Německo.
- Používá se napájecí napájecí kabel TETRIX 200 HOT WIRE od EWM.
- Pracovní teplota: -40oC ~ +55oC
FITco má tu čest poskytovat model XHL-PCS obalovací stanici, která je navržena pro potrubí a nádoby pro ropný a plynárenský průmysl, chemický průmysl, výrobu ventilů, tlakové nádoby a další odvětví.
Zařízení se používá hlavně pro antikorozní svařování vnitřní stěny trubek o délce méně než 12,5 m, svařovací trubka je poháněna rotací koncového dutého sklíčidla, svařovací hořák je tažen lanem a vedením zařízení pro polohování a dokončení svařování do kanálu.
- hmotnost obrobku: až 10 tun
- Materiál trubky: API 5L Gr.B, X52, X60, X65, nerezová ocel, ocel CrMo atd.
- tvar švihu: svařování vnitřních stěn bez sklonů
- páry bezelových skupin: žádné;
- Poloha svařování: svařování v poloze 1G (svařovací pistole se nehýbe, otáčení obrobku)
- Způsob svařování: horký drát TIG
- Požadavky na zahřátí: Podle procesu svařování není systém nastaven tak, aby systém zahřál.
- Požadavky na kontrolu vrstvy svařování: 100% UT vrstvování/100% PT
- Typické díly: válcované ocelové trubky, bezšvové ocelové trubky, kovové trubky atd.

Technické parametry:
|
1 |
Typ zdroje energie |
Invertor typu stejnosměrného proudu |
|
2 |
Současný svařovací proud Pracovní cyklus(40℃) |
5450A 450A 80%; 420A 100% |
|
3 |
Horký proud drátu Pracovní cyklus(40℃) |
5200A 200A 25%; 150A 60%; 140A 100%. |
|
4 |
Napětí otevřeného okruhu |
80V |
|
5 |
Vstupní napětí |
3×400V(-25%+20%) 50/60Hz |
|
6 |
Vstupní výkon |
60 KVA |
|
7 |
Chlazení inverterem |
Vzdušné chlazení |
|
8 |
Displej |
5.7” dotykový panel ruční rozhraní / 12” dotykový panel na ovládacím kabinetu |
|
9 |
Metoda nastavení údajů |
Nastavení dotykového panelu |
|
10 |
Detekce chyb |
Krátké spojení pracovního kusu, ochrana proti přehřátí, ochrana proti přetížení, ochrana proti přepětí, ochrana proti nedostatku vody, ochrana proti nedostatku plynu, chyba napájení, selhání oblouku. |
|
11 |
Pochodeň |
Dvojité hořáky s individuálním externím konstantním teplotním cirkulačním chlazením s chladičem |
|
12 |
Objem chladicí vody |
6L |
|
13 |
Výrobní norma |
GB15579-2004 |
|
14 |
Bezpečnostní úroveň izolace/norma |
H/IP23 |
|
15 |
Kapacita obložení |
OD : Φ168 ~ Φ850mm / 6 až 32 palců Identifikace minimálně 140 po obléknutí. Délka: Max 6500mm až 12500mm podle objednávky |
|
16 |
Depozitní sazba ((2 pochodně) |
Max 4 Kg/hod pro dlouhodobě stabilní provoz. Kapacita až 6 kg/hodina (podle stavu broušení trubek, rovnosti a průměru) |
|
17 |
Rychlost posuvu překryvu |
Až 1200mm/min |
|
18 |
Rychlost napájení drátem |
Do 5M/min |
|
19 |
Přesnost AVC |
± 0,3V |
|
20 |
Doporučujeme vrcholný proud |
150 až 280A |
|
21 |
Doporučujeme základní proud |
100 až 200 A |
|
22 |
Doporučujeme napětí |
8~16V |
|
23 |
Tungsten Dia. |
3,2/4,0 mm |
|
24 |
Průměr drátu a velikost cívky |
1.2/1.6mm 15kgs BS 300 cívky (Φ300xW104xC53mm) nEBO 250 kg svařovacího drátu na sudy |
|
25 |
Tloušťka jedné vrstvy |
1~3mm |
|
26 |
Doporučený průtok plynu |
12 až 20 l/min |
|
27 |
Zahájení oblouku |
HF/kontaktní |
 |
 |
 |
 |
Návod k použití zařízení
Zařízení se používá především pro svařování dlouhých trubek vnitřní stěny, základní trubice je poháněna a otáčí dutý chuck svařovací houpač mechanismus, svařovací zbraň je umístěna drátem lana tažení a průvodce zařízení a dokončil svařování
Zařízení se skládá z svařovacího napájecího zdroje, svařovací hlavy, řízení pohonu hlavy, svařovacího mechanismu, valcového rámu, elektrického řídicího systému a systému chlazení vodou.

SYSTÉMOVÝ KONTROLER A DÁLKOVÝ KONTROLER
SOFTWARE ŘADY WO-ACS založený na
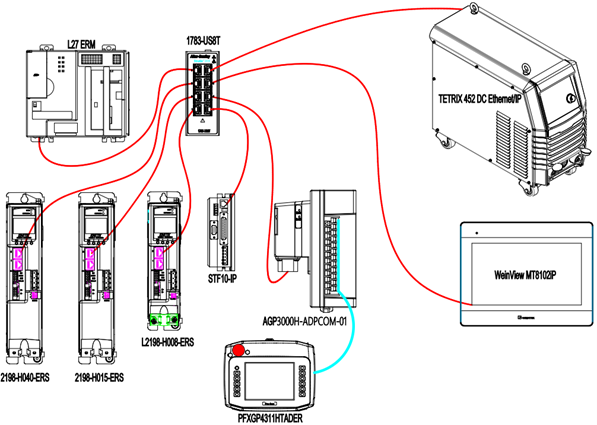
Systém svařovacího zdroje energie:
Klimatizace je volitelná.
Klimatizace se používají v oblastech s vysokou teplotou.





