
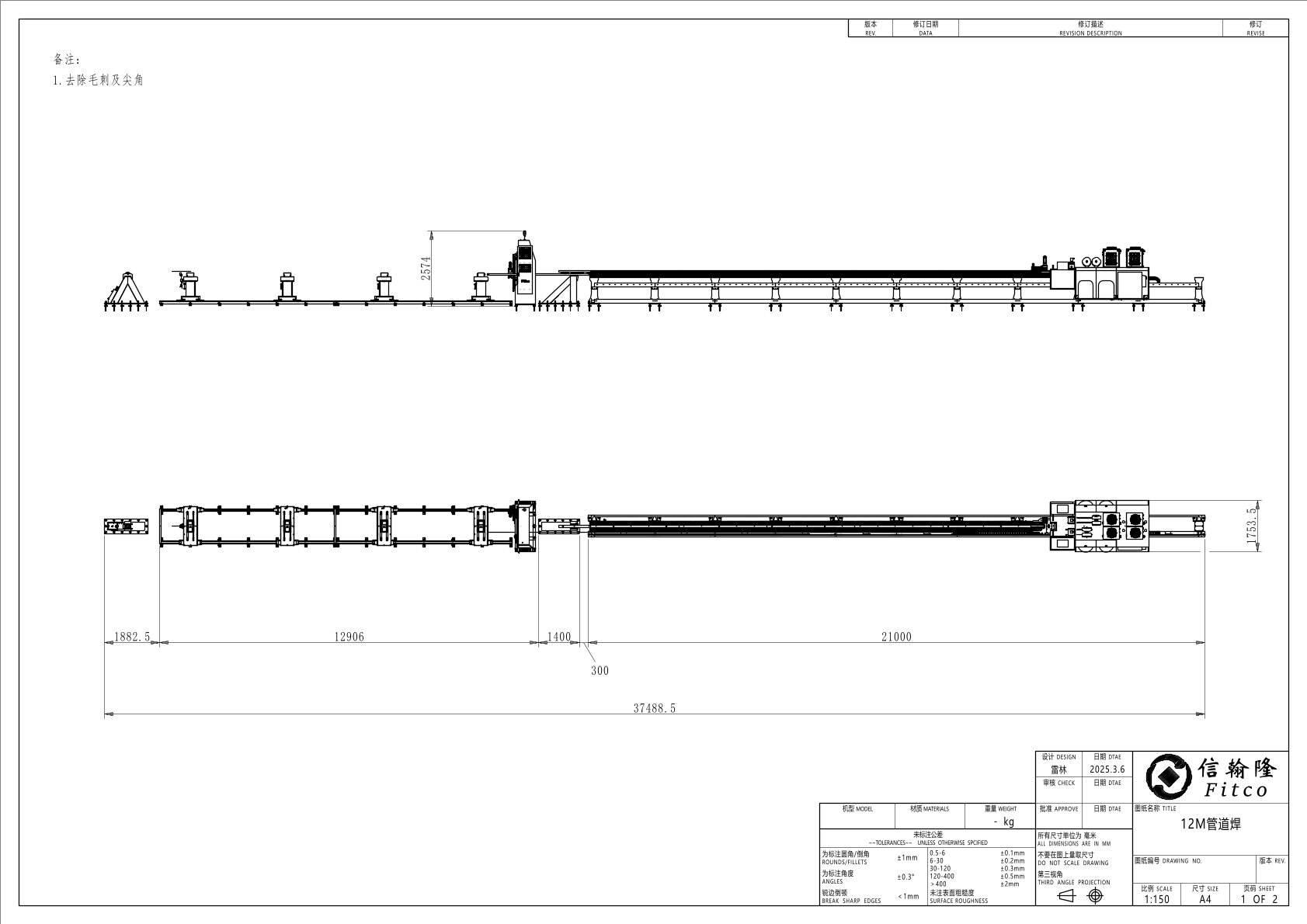
FITco má ctí nabídnout novou stanici pro nanesení claddingu na potrubí, která je navržena pro potrubí a nádoby v oblasti ropy a plynu, chemického průmyslu, výroby ventilů, tlakových nádob a dalších odvětví.
Mechanism spájačky a systém napájení spájačky mohou být nainstalovány na hlavní rám jako celek, což účinně snižuje délku kabelu spájačky a zajišťuje stabilitu zařízení. Hlava spájačky je montovaná na vodícím kolejníku a spájačka se může pohybovat nahoru a dolů pomocí PID řízeného tlačítka. Spájačka má funkci automatického sledování spájecího napětí, při odchylce spájačky od spájecí plochy lze nastavení upravit včas. Spájačka může pracovat nepřetržitě dlouhou dobu díky vynucovanému chlazení a cyklickému vodnímu chlazení. Délka spájačky je 12m, s dvojitými hlavami spájačky, jediným wolframovým elektrodou, dvojitým podávačem drátu. Spájačka má délku 12m, dvojité hlavy spájačky, jednu wolframovou elektrodu, dvojité podávání drátu a umožňuje dosažení spájecí aplikace s vnitřním průměrem 135mm po spájení. Plovoucí pozice, žádné skákání ocelové trubky během procesu spájení. Lineární vodící válec rámu. Hydraulická válečková ramena uzamčená ocelovým lanem. Je vhodná pro nanesení vrstvy na horkotahé ocelové trubky, bezpuchýřové ocelové trubky, kované trubky.
vnitřní průměr od 135mm do 800mm.
Kapacita vybavení:
Průměr součástky: D168 – D850mm
Vnitřní průměr součástky: D135 – D800mm (Po nanesení vrstvy)
Délka součástky: Max 12m
Délka svařování: Max 12m horký drát
rychlost svařování: Max 600mm/min
Typ svařovací pochodně: dvojitá pochodeň, jednoduchý wolframový drát, dvojitý drát
Průměr wolframové elektrody: 4.8mm
Fúzní sazba: Max 4.5kg/h
Hmotnost dílu: Max 10t
Trubka: API 5L Gr.B, X52, X60, X65, Nerez, CrMo ocel atd.
svarové spotřebiče a specifikace: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi
průměr svarové drátu: φ1.2mm nebo φ1.6mm;
forma rampe: Svařování vnitřní stěny bez nакlonu
poloha svařování: Sváření v polohě 1G (pevná svařovací pochodeň, otáčející se dílo)
metoda svařování: TIG s horkým drátem
požadavky na kontrolu vrstev svařování: 100% UT vrstev oddělených/100% PT
tipické díly: Horkotahé ocelové trubky, nepojícované ocelové trubky, kované trubky atd.
 Horké novinky
Horké novinky
 EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





