

FITco merasa terhormat dapat menyediakan stasiun penutupan pipa baru yang dirancang untuk pipa dan tangki untuk industri minyak & gas, kimia, pembuatan katup, wadah bertekanan, dan industri lainnya.
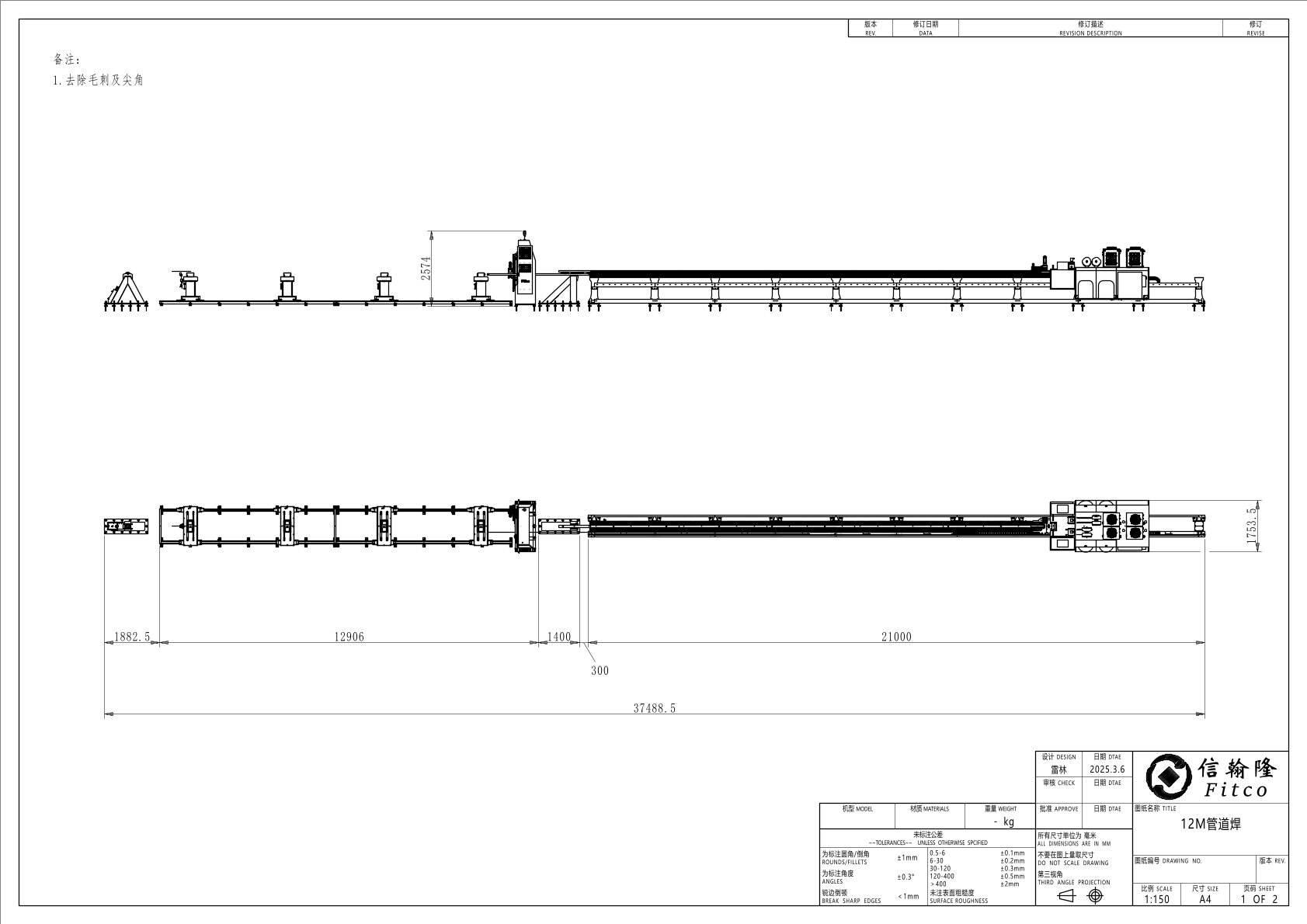
Mekanisme obor las dan sistem sumber daya las dapat dipasang pada rangka utama secara keseluruhan, secara efektif mengurangi panjang kabel obor las dan memastikan stabilitas peralatan. Kepala obor las dipasang pada rel panduan, dan obor las dapat bergerak naik dan turun menggunakan batang dorong yang dikontrol oleh PID. Obor las memiliki fungsi pelacakan tegangan busur otomatis, ketika obor las menyimpang dari permukaan las, ia dapat menyesuaikan dengan tepat. Obor las dapat bekerja secara terus-menerus dalam waktu lama melalui pendinginan paksa dan pendinginan air sirkulasi. Panjang obor las adalah 12m, dengan dua kepala obor, tungsten tunggal, dan dua pemberi kawat. Obor las memiliki panjang 12m, dua kepala obor, elektroda tungsten tunggal, pemberi kawat ganda, dan dapat mencapai aplikasi las dengan diameter dalam 135mm setelah proses las. Posisi pengapung, tanpa lonjakan pipa baja selama proses las. Bingkai rol panduan linear. Silinder hidraulik untuk kunci tali baja. Cocok untuk pelapisan pipa baja gulungan panas, pipa baja tanpa sambungan, dan pipa forging.
diameter dalam dari 135mm hingga 800mm.
Kapasitas peralatan:
Diameter luar benda kerja: D168 – D850mm
Diameter dalam benda kerja: D135 – D800mm (Setelah pelapisan)
Panjang benda kerja: Maks 12m
Panjang pengelasan: Maks 12m kawat panas
kecepatan pengelasan: Maks 600mm/menit
Tipe obor las: obor ganda, kawat tungsten tunggal, kawat ganda
Diameter elektroda tungsten: 4.8mm
Laju fusi: Maks 4.5kg/jam
Berat benda kerja: Maks 10t
Pipa: API 5L Gr.B, X52, X60, X65, Stainless steel, Baja CrMo dll.
bahan habis pakai untuk pengelasan dan spesifikasi: ERNiCrMo-3, ERNiFeCr-1, ER316L, ER2209, ERCCoCr-E, ERCCoCr-A, ERNi1, ERCuNi
diameter kawat las: φ1.2mm atau φ1.6mm;
bentuk ramp: Pengelasan dinding internal tanpa inclinasi
posisi pengelasan: Pengelasan posisi 1G (alat las tetap, benda kerja berputar)
metode pengelasan: TIG dengan kawat panas
permintaan pemeriksaan lapisan las: 100% UT lapisan terpisah/100% PT
benda kerja tipikal: Pipa baja hot rolled, pipa baja seamless, pipa forging, dll.
 Berita Terbaru
Berita Terbaru EN
EN
 AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW ID
ID LT
LT UK
UK SQ
SQ HU
HU TH
TH TR
TR FA
FA AF
AF CY
CY MK
MK LA
LA MN
MN KK
KK UZ
UZ KY
KY





